Что такое прямая и обратная полярность при сварке постоянным током
Качественное сварное соединение, при работе с аппаратами постоянного тока, во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Что такое прямая и обратная полярность
Сварка постоянным током подразумевает наличие гнезда, для подключения к “+” и “–” сварочного аппарата. В зависимости от того, куда подключена масса, а куда электрод и различают полярность.
- Прямая полярность – схема подключения, при которой к плюсовому гнезду присоединяется масса, а к минусу – электрод.

- Обратная полярность – масса присоединена к минусу, а электрод к плюсу. На обратной полярности при сварке постоянным током анодное пятно с более высокой температурой, образуется на противоположной стороне, то есть – электроде.

Обратите внимание! Сварка переменным током подразумевает самостоятельное изменение полярности до сотни раз в секунду, поэтому в таких случаях соблюдать схему подключения не имеет смысла.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.

Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.

Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие – более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы – достаточно просты, чтобы использовать в быту. Именно поэтому спрос и предложение этих устройств на рынке постоянно растет. Этому способствует их доступность, дешевизна и постоянным током варить проще, чем переменным. Однако чтобы получить качественное, красивое и долговечное сварное соединение нужно знать ряд технологических особенностей, в том числе предназначение и виды полярности.
прямая полярность аккумуляторов, обратная полярность
Для того, чтобы подобрать такой АКБ, который подойдет к вашему автомобилю, нужно знать, как определить полярность акб. Для этого специалисты рекомендуют ориентироваться на два основные показателя:
— полярность АКБ;
— тип корпуса аккумулятора.
Давайте попробуем разобраться с первым показателем: как определить полярность АКБ?
Классифицируют два вида полярности: прямая и обратная полярность аккумулятора. Для того, чтобы точно определить полярность, поверните батарею таким образом, чтобы клеммы находились возле вас. Если «+» клемма находится по правую сторону от вас, это означает, что АКБ обратной полярности. Если же эта клемма находится с левой стороны – АКБ прямой полярности.
Нередки случаи, когда у вас нет возможности определить с какой именно стороны расположена положительная, а с какой минусовая клеммы.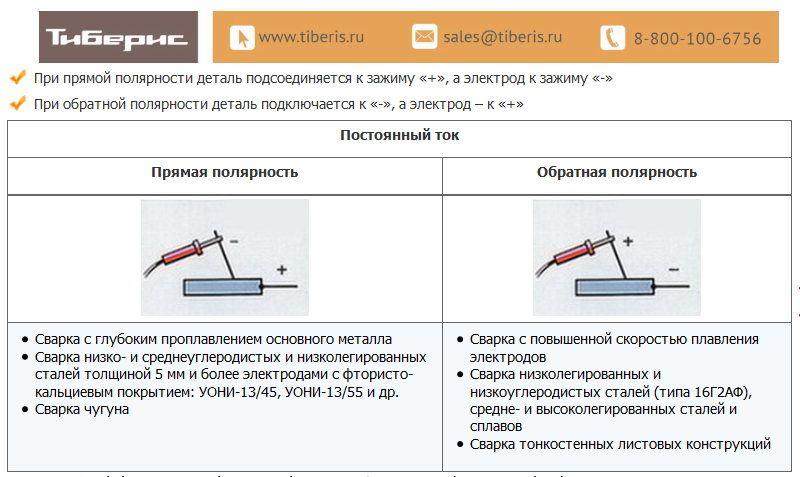 Например, стерлись наклейки или повредился сам корпус батареи, а вам необходимо купить аккумулятор с обратной полярностью. Как же поступить в таком случае? Все просто! Для этого вам понадобиться обычная линейка, рулетка или штангенциркуль. При помощи этих инструментов измерьте диаметр одной из клемм. Диаметр плюсовой клеммы имеет больший показатель, чем минусовой. После того, как вы узнали, какая клемма с какой стороны находится, вы сможете воспользоваться способом определения полярности, описанным выше.
Например, стерлись наклейки или повредился сам корпус батареи, а вам необходимо купить аккумулятор с обратной полярностью. Как же поступить в таком случае? Все просто! Для этого вам понадобиться обычная линейка, рулетка или штангенциркуль. При помощи этих инструментов измерьте диаметр одной из клемм. Диаметр плюсовой клеммы имеет больший показатель, чем минусовой. После того, как вы узнали, какая клемма с какой стороны находится, вы сможете воспользоваться способом определения полярности, описанным выше.
Что же касается типа корпуса АКБ, специалисты подразделяют их на две разновидности:
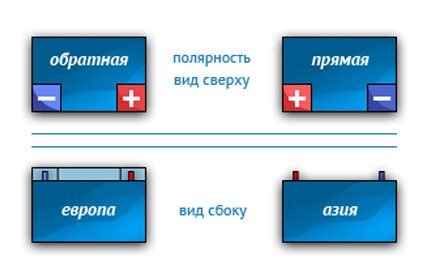
1. Европейский. Для данного типа характерно то, что его клеммы находятся в некоторых углублениях и расположены на верхней части корпуса.
2. Азиатский. В этом типе корпуса аккумулятора клеммы возвышаются на верхней части корпуса а 2,5 см.. Их еще называют «Клеммы Пеньками». Высота аккумуляторов этого типа немного выше, чем предыдущего.
В Уральской Аккумуляторной Компании можно купить аккумуляторы с прямой полярностью и обратной от разных производителей по выгодным ценам.
За счет постоянного мониторинга рынка конкурентов, в нашем магазине цена на аккумуляторы с обратной и прямой полярностью значительно ниже, чем в других магазинах.
Для оформления заказа и уточнения всей интересующей информацией вы можете воспользоваться формой обратной связи на сайте, а также позвонить по телефону
Как обозначается прямая и обратная полярность
При покупке автомобильного аккумулятора следует обратить внимание на полярность. Если АКБ будет неправильно подключена, то электрика машины может полностью выйти из строя.
Что такое полярность аккумулятора
Источник постоянного тока имеет, как положительный, так и отрицательный контакт. К ним подключаются потребители электричества. Узнать полярность батареи не составит большого труда. На корпусе имеются значки плюса и минуса, часто бывают цветовые обозначения.
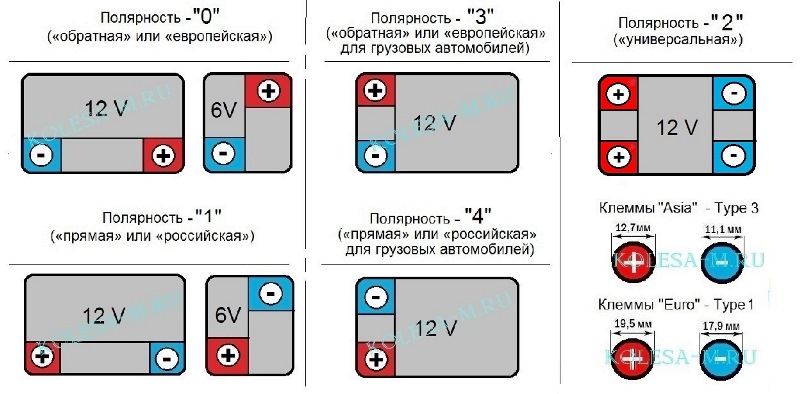
Кроме того положительный контакт имеет больший размер. У большинства автомобилей положительная клемма 19,5 мм, а отрицательная 17,9 мм. У азиатских машин (Asia) плюсовая клемма 12,7 мм, а минусовая 11,1 мм.
У большинства автомобилей положительная клемма 19,5 мм, а отрицательная 17,9 мм. У азиатских машин (Asia) плюсовая клемма 12,7 мм, а минусовая 11,1 мм.
Такие особенности почти полностью исключают вероятность неправильного подключения АКБ. Расположение батареи в автомобиле бывает разным. Под капотом справа или слева. В салоне или багажнике. Поэтому, следует выбрать устройство, которое будет иметь правильное расположение клемм.
Обратная полярность аккумулятора
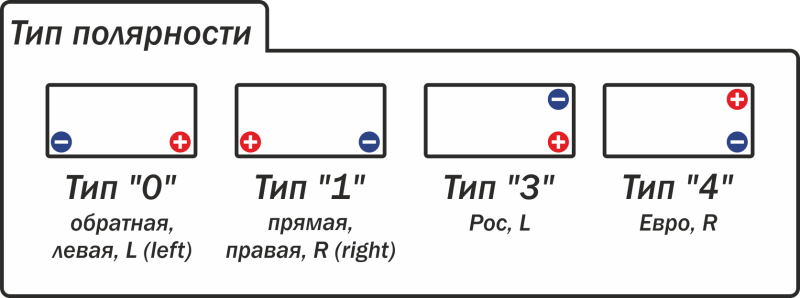
Владельцам легковых автомобилей иностранного производства следует знать о том, что практически на всех машинах используются аккумуляторы с обратной полярностью, обозначается цифрой «0».
Визуально определить можно следующим образом. Если расположить батарею таким образом, чтобы клеммы и этикетка были обращены к человеку, то справа будет находиться плюсовая, а слева – минусовая.
У грузовых автомобилей обратная полярность называется — левой и обозначается цифрой «3». Дело в том, что из-за больших габаритов корпуса клеммы устанавливаются на узкой стороне. Для того, чтобы определить полярность надо встать с того края батареи, где расположены клеммы. Слева будет плюс, а справа минус.
Для того, чтобы определить полярность надо встать с того края батареи, где расположены клеммы. Слева будет плюс, а справа минус.
Прямая полярность аккумулятора
Прямая полярность используется на автомобилях отечественного производства. В этом случае положительная клемма расположена слева, а отрицательная — с правой стороны. Для легковых машин она обозначается цифрой «1»
У грузовых автомобилей прямая полярность называется правой и обозначается цифрой «4». Если встать с того края, где находятся контакты, то с правой стороны будет плюс, а с левой минус.
Прямая полярность
Прочие виды полярности
Бывают и более редкие расположения клемм, что может существенно усложнить процедуру опознания. Например, существуют модели, имеющие полярность “6”, которая визуально определяется по наличию плюсовой клеммы справа, но сам корпус устройства имеет практически квадратный вид.
Полярность “9”, она же “5” также встречается не очень часто. Узнать о том, что аккумулятор относится к этой категории можно по расположению клемм ровно посередине АКБ.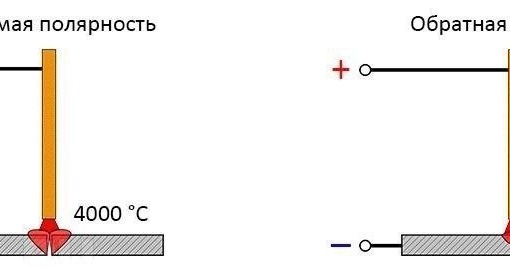
Еще бывает полярность “2”, она также встречается на грузовых автомобилях и спецтехники. В этом случае клеммы расположены по диагонали.
Полярность 2 и 9
Как определить прямая или обратная полярность
Определяют принадлежность аккумулятора к той или иной категории, по расположению клемм на корпусе. Если полярность прямая, то плюс расположен слева, при обратной — плюсовая клемма находится справа. Если аккумулятор старый и надписи стёрты или закрыты под большим количеством отложений, то воспользовавшись стрелочным вольтметром можно точно определить, где находится положительный вывод аккумуляторной батареи.
Что будет если перепутать полярность при подключении
Если при подключении перепутать клеммы, то возможны следующие последствия:
- Перегорание предохранителей.
- Пожар.
- Выход из строя ЭБУ.
- Перегорание диодного моста генератора.
- Оплавление проводки.
- Выход из строя сигнализации.
Самым опасным явлением при переполюсовке является возгорание, поэтому если при подключении клемм возникают искры, то следует прекратить процедуру. Так же может сильно повредиться электропроводка.
Так же может сильно повредиться электропроводка.
Можно ли поменять полярность у аккумулятора
Поменять расположение электрических выводов на корпусе аккумулятора нельзя, но на некоторых автомобилях возможна установка АКБ другого типа. В этом случае достаточно повернуть батарею на 180 градусов, чтобы соответствующие выводы совпали с клеммами.
Этот способ подключения аккумулятора с неподходящим расположением электрических выводов может не подойти только при очень коротких проводах, которые идут от «массы» автомобиля и генератора двигателя. Если на автомобиле провода, подключаемые к аккумуляторной батареи слишком коротки для установки неподходящей по расположению выводов детали, то достаточно заменить их на более длинный проводник. При этом диаметр провода не должен быть меньше демонтированного элемента проводки.
Одним из источников питания электроэнергией бортовой сети автомобиля является аккумулятор (он же просто батарея или АКБ). Работа этого элемента основана на химических реакциях, но водителю не обязательно знать все нюансы в его конструкции и принципы функционирования, тем более, что конструкция батареи такова, что или требует минимального вмешательства, либо вообще его не требует.
Для большинства автовладельцев – это всего лишь пластиковая герметичная коробка с ручкой (корпус батареи), с двумя выводами на верхней крышке к которым подключается «плюсовой» и «минусовой» провода. В ряде моделей могут дополнительно иметься пробки, для проведения обслуживания аккумулятора, а также сигнальное окошко, по которому можно узнать, что требуется вмешательства (долить воды или зарядить аккумулятор).
Всё, что остается водителю -это правильно подключить провода с клеммами к выводам батареи и все. Но часто возникает достаточно интересная проблема – на старом АКБ провода запросто доходили до выводов и накидывание клемм не составляло труда. А после приобретения новой батареи оказывается, что у нее «плюс» и «минус» поменяны местами и проводка не достают до своих выводов.
Все дело оказывается в таком термине, как полярность. Но в отличие от физических понятий полярности в аккумуляторе все значительно проще. Этот термин в аккумуляторе определяет расположение токовыводящих элементов (тех самых выводов, к которым подключаются провода бортовой сети) на крышке корпуса.
Видео: Определение полярности автомобильного аккумулятора
Прямая и обратная полярность аккумулятора
И при подборе нового аккумулятора важно правильно выбрать его полярность, чтобы подключение к бортовой сети авто не создало проблем. Самыми распространенными являются два типа полярности:
У них дополнительно есть еще ряд обозначений, которые будут упомянуты ниже.
Вообще определить, какая полярность у АКБ – очень просто. Но не зная, какая батарея нужна для вашего авто, определение полярности не поможет. Поэтому очень важно перед поездкой на рынок за новым аккумулятором просмотреть расположение проводов с клеммами на автомобиль.
Теперь о самом термине и как его определять. Прямая полярность используется на всех ВАЗах, поскольку АКБ с таким расположением выводов – разработка еще советских конструкторов, поэтому этот тип выводов часто еще называется «российским». Дополнительно в такую полярность еще обозначают цифрой «1».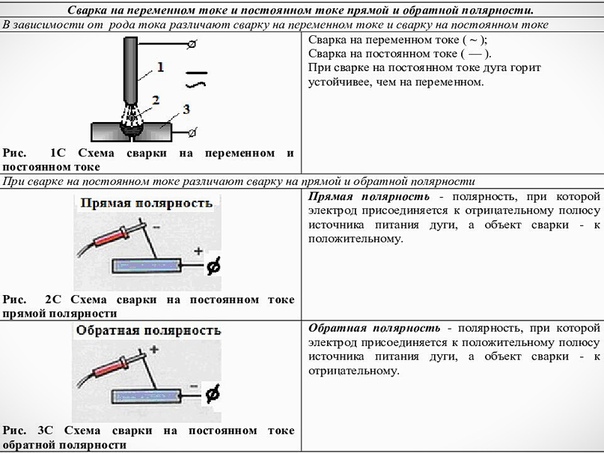 У аккумуляторов с таким типом полярности «плюсовой» вывод располагается слева, а «минусовой» — справа.
У аккумуляторов с таким типом полярности «плюсовой» вывод располагается слева, а «минусовой» — справа.
Обратная полярность – полная противоположность прямой, то есть, выводы у них поменяны местами («плюсовой» — справа, «минусовой» — слева). Используется такой тип на многих зарубежных авто, но не всех. Поэтому эту полярность еще называют «европейской», также она еще обозначается цифрой «0».
Существуют еще несколько видов полярности, но они особого распространения не получили. К примеру в США используется их собственная полярность – «американская», которая отличается тем, что выводы у них установлены не на верхней крышке корпуса, а на боковой поверхности.
Как определить полярность аккумулятора и чем грозит спутывание полярности
Рассмотрим, как же определить, какой тип полярности имеет аккумуляторная батарея. И здесь все просто, нужно всего лишь повернуть батарею «лицом» к себе. Ориентироваться можно по этикетке на боковой поверхности, поскольку она клеится на лицевой части, или по самим выводам. Батарею нужно повернуть так, чтобы они располагались с ближней стороны, то есть, повернута к вам. А после этого и нужно смотреть, с какой стороны расположены выводы. Если «плюсовой» — слева, то это прямая полярность, если справа – обратная.
Батарею нужно повернуть так, чтобы они располагались с ближней стороны, то есть, повернута к вам. А после этого и нужно смотреть, с какой стороны расположены выводы. Если «плюсовой» — слева, то это прямая полярность, если справа – обратная.
А теперь о том, чем грозит неправильный выбор по полярности, и какие проблемы это может создать. Полярность указывается неспроста. Дело в том, что у каждого автомобиля имеется специальное посадочное место для АКБ, где он и закрепляется. При этом провода с бортовой сети подводятся каждый со своей стороны и длина их – определенная. Все это направлено на то, чтобы случайно не перепутать их перед подключением. Но неправильно подключить АКБ все же возможно из-за все той же полярности. Для примера, на ВАЗ установлена батарея прямой полярности, а владелец при покупке нового не обратил внимание и купил «европейский» аккумулятор. При попытках установить его на авто, «плюс» оказывается с другой стороны, поэтому и получатся «переплюсовка», которая может нанести значительный вред.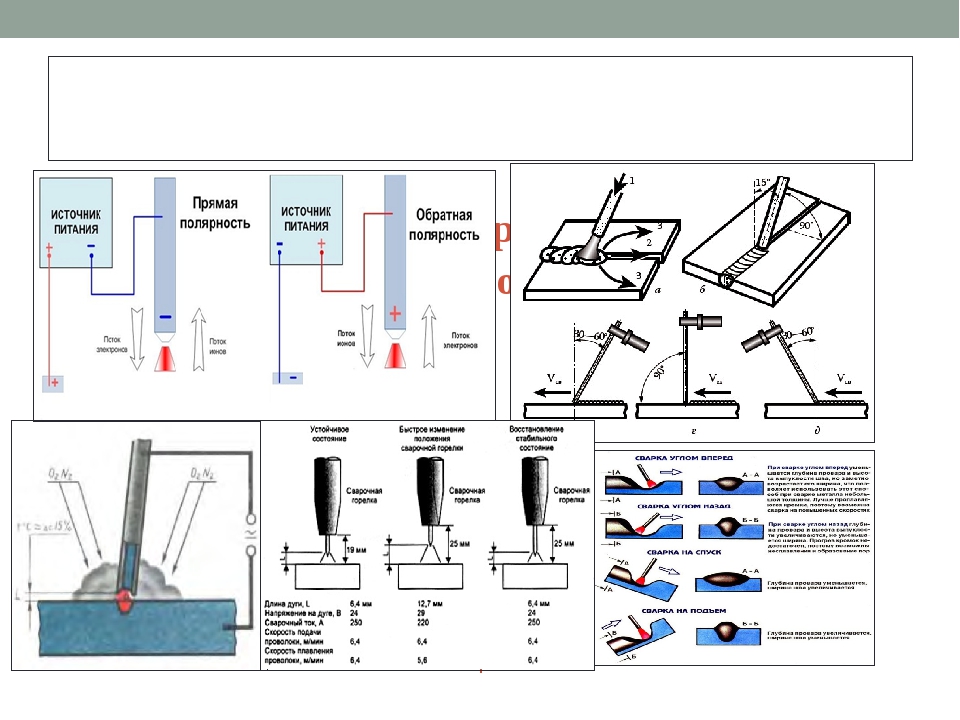
Неправильное подключение приводит к перегоранию электронных приборов бортовой сети авто и может стать причиной пожара. Интересно, что не все электроприборы сгорят, поскольку ряд из них особо не восприимчивы к изменению полюсов. К примеру, обычной лампе накаливания разницы нет, как сделано подключение, она гореть будет. Что касается электродвигателей, то при смене полюсов они всего лишь начинают крутить в другую сторону. А вот электронные приборы сгорят, поскольку для них «переплюсовка» недопустима.
Сразу скажем, что производители аккумуляторов тоже принимают участие в том, чтобы предотвратить возможное неправильное подключение. И делают они это путем использования разных по размеру выводов. Диаметр «плюсового» вывода больше, чем «минусового». Клеммы, которые подсоединяются к проводам, тоже отличаются по размерам отверстий. Поэтому надеть и закрепить, к примеру, «минусовую» клемму на «плюсовой» вывод не получиться (если не воспользоваться молотком). Дополнительно производители наносят на корпус тиснения, указывающие, какой это вывод.
Дополнительно производители наносят на корпус тиснения, указывающие, какой это вывод.
Ещё кое-что полезное для Вас:
Видео: Какой аккумулятор подходит на Приору.
Что можно предпринять?
Несмотря на все предусмотрительности, проблемы с установкой АКБ из-за его полярности все же возникают достаточно часто. Чтобы их избежать, необходимо не только определить полярность батареи, но еще и посмотреть, как она расположена в посадочном месте. И это очень важно.
Все потому, что достаточно развернуть аккумулятор на 180 градусов, чтобы получить правильное положение выводов на АКБ. К примеру, на автомобиле используется батарея прямой полярности и установлена она «лицом», если смотреть на нее (этикеткой вперед). Если же взять «обратный» аккумулятор и развернуть его на 180 градусов, то выводы окажутся как надо, но при этом АКБ будет обращена тыльной стороной. А поскольку провода имеют определенную длину, то они могут просто не доставать до выводов или им что-то будет мешать.
Напоследок рассмотрим, что же предпринять, если в наличии имеется аккумулятор с неподходящей полярностью, а достать другой не представляется возможным. Здесь важно постараться расположить батарею так, чтобы «плюсовой» провод доставал до своего вывода на аккумуляторе и его можно было закрепить. Для этого можно разворачивать батарею, постараться ее сместить в сторону и т. д.
А вот с «минусовым» проводом разобраться будет значительно легче. Ведь он является массой и подключен к кузову авто. Поэтому его запросто можно нарастить. То есть, берем отрезок провода большого сечения (больше – лучше) необходимой длины. Откручиваем «родной» провод, а на его место закрепляем подготовленный. Затем перекидываем клемму и подключаем его к АКБ.
А вот «плюсовой» провод нарастить или заменить не получится поэтому и важно сделать все, чтобы подключить его к батарее «как есть», без внесения доработок, тем более, что сделать это практически нереально. Ведь обычная скрутка для наращивания длины является небезопасной.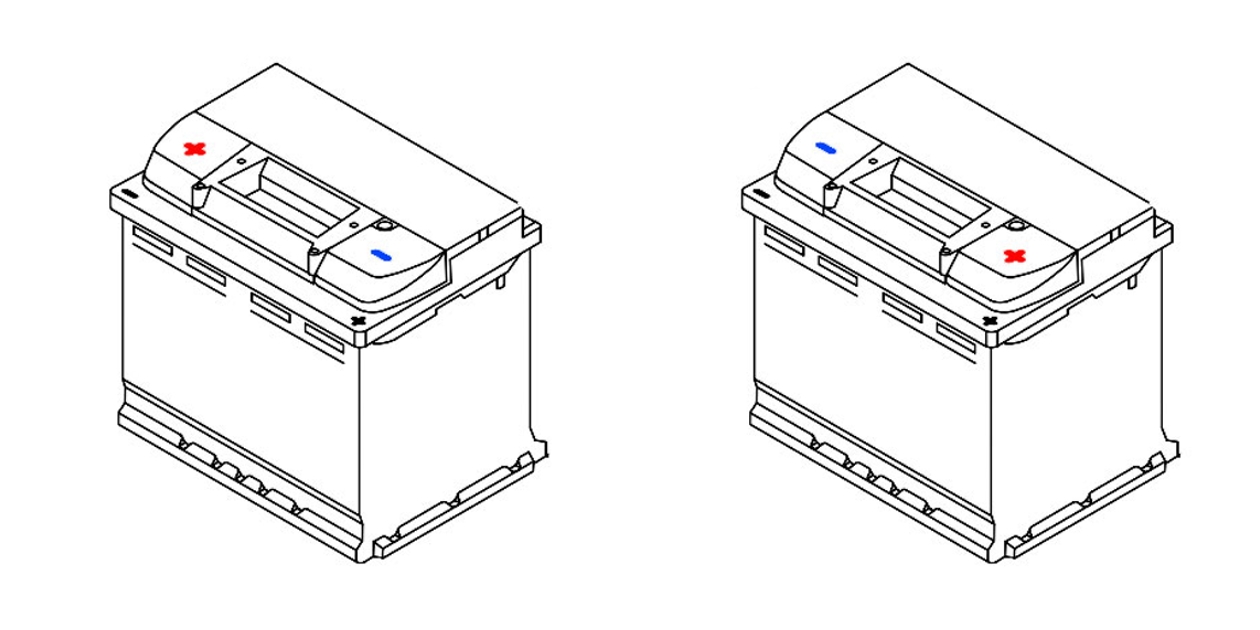
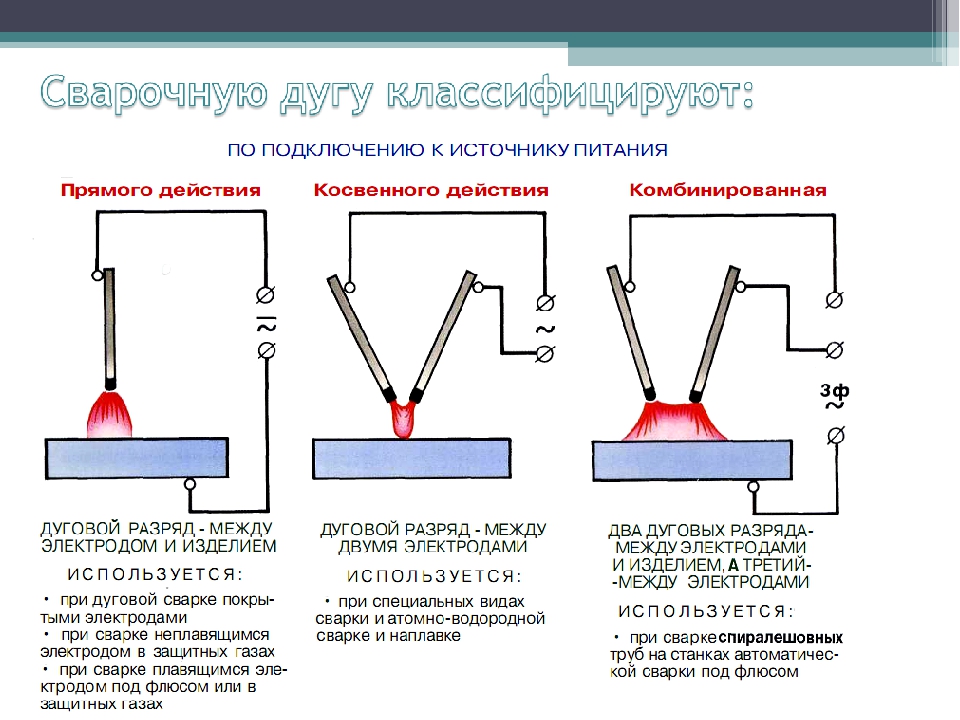
В зависимости от условий проведения сварочных работ используются различные способы подключения токовой цепи сварочного агрегата.
Прямая полярность при сварке предполагает подключение плюсовой шины к свариваемой заготовке, а минусовой – к рабочему электроду. В случае обратной подачи питающего тока подключение осуществляется «с точностью до наоборот».
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительной клемме аппарата, так что носители электрических зарядов поступают к нему через обрабатываемое изделие. Отрицательный же полюс притока зарядов образуется в районе основного инструмента сварщика – держателя с электродом.
Описанное различие прямой и обратной полярности подключения к инверторам оказывает существенное влияние на температурный режим в зоне сварки.
Так, прямое подсоединение увеличивает температуру на анодном полюсе дугового разряда (знак «+») в сравнении с катодным контактом (знак «-»). Этим эффектом и обуславливается возможная сфера применения прямой полярности при проведении сварочных работ.
Прямая направленность тока обеспечивает выделение значительных количеств тепловой энергии со стороны заготовки. Вследствие этого прямую полярность можно применяться для резки крупногабаритных металлических конструкций и массивных стальных изделий с толстыми стенками.
При обратном включении картина распределения выделяемой тепловой энергии совершенно другая. В этом случае избыток тепла наблюдается на электроде сварочного инвертора, а со стороны обрабатываемой заготовки его уровень заметно понижается.
Вот почему обратная полярность используется в тех случаях, когда нужно свести к минимуму риски выбраковки заготовок, а также при проведении ювелирно выверенных, точных работ.
Обратную полярность применяют также при сварке тонколистовых материалов и сталей различной степени легирования, чувствительных к перегреву. Наибольшее распространение получило использование тока обратного включения при работе под флюсом, а также в среде инертных газов.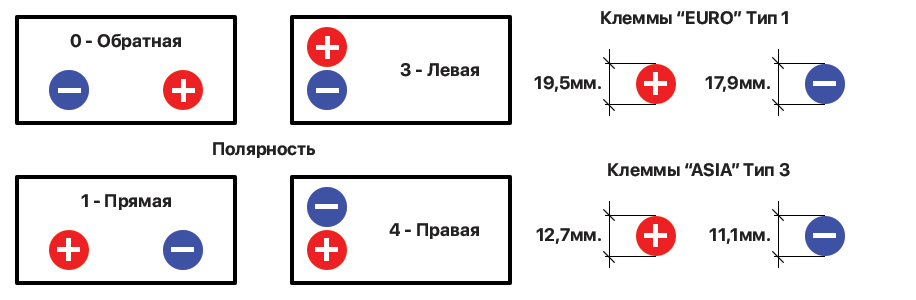
Постоянный и переменный ток
Помимо прямой и обратной полярности подачи напряжения, большое влияние на сварку оказывает род тока (постоянный или переменный). Зависимость сварочного процесса в этом случае проявляется в том, что при сварке постоянным током прямой направленности электрод выгорает значительно дольше.
Род и полярность тока, как факторы, совместно влияющие на особенности сварки, имеет смысл рассматривать лишь для постоянного напряжения.
При формировании электрической дуги в режиме переменного тока понятие полярности автоматически исключается из рассмотрения.
Влияние типа питающего напряжения (постоянное или переменное) сказывается при выборе оборудования для сварки. Оно выражается в следующих разноречивых факторах:
- при работе инвертором на постоянном токе удаётся получить более качественный и надёжный шов;
- тот же результат получается при работе с полуавтоматом;
- с другой стороны большинство электронных и автоматизированных систем сварки чувствительно к величине питающего напряжения и нуждаются в стабилизаторе;
- обычный трансформаторный преобразователь в части питающего напряжения не имеет строгих ограничений и может запускаться даже при сильно заниженных его показаниях.
По этой причине при большой нестабильности эксплуатируемой сети лучше всего приобретать обычный трансформаторный агрегат, работающий в режиме переменного тока (в какой-то мере жертвуя качеством).
В противном случае встроенные в инверторы электронные системы будут автоматически отключаться в самый неподходящий момент.
Влияние на выбор электродов
Род тока сказывается и на выборе электродов для сварки. Так, работающий на переменном токе агрегат сможет сваривать изделия только специально предназначенными для этих целей электродами.
При работе с такой аппаратурой допускается использовать и универсальные расходные материалы.
А вот электродами, предназначенными для использования в режиме постоянного тока (УОНИИ, например) этот аппарат работать не может. Отметим также, что инвертор может варить с практически любыми расходными материалами, но предпочтение обычно отдаётся универсальным стержням.
Таким образом, род тока, как фактор влияния на сварочные процедуры, определяет выбор подходящего аппарата и используемых при сварке электродов.
Особенности каждого из подключений
Изменение полярности подключения агрегата в первую очередь отражается на качестве сварочного шва и на состоянии электрода. Применение обратной полярности при сварке характеризуется следующими положительными чертами:
- повышенное количество тепловой энергии, расходуемое со стороны электрода;
- качественная и глубинная проплавка обрабатываемой заготовки;
- минимальное разбрызгивание со стороны сплавляемого изделия.
В свою очередь прямой ток ограничивает поступление тепла к заготовке со стороны электрода и меньшую по сравнению с обратной полярностью её проплавку. При этом электродный стержень всё равно быстро расплавляется и требует частой замены.
При оценке каждого из этих режимов нельзя гарантированно утверждать, что один из них предпочтительнее, чем другой.
На первый взгляд явное преимущество имеет сварка обратным током, но при этом должны учитываться и другие факторы сварочного процесса.
С этой целью для большинства используемых при сварке электродов рекомендуемая полярность указывается на их упаковке (на специальной этикетке).
Работа с полуавтоматом
Специфика работы полуавтоматических агрегатов предполагает определённую скорость подачи проволоки к месту соединения заготовок и соответственно этому – несколько режимов сварки.
Это может быть работа либо в среде защитных газов (аргона или углекислоты), либо со специальной порошкообразной проволокой. При этом полярность включения зависит от конкретно выбранного режима и определяется требованиями эффективности сварочных операций и их экономичности.
Обратная полярность востребована при сварке в среде защитных газов, тогда как прямая чаще всего применяется при работе с порошковой (флюсовой) проволокой.
За счёт правильно выбранной полярности подачи тока в полуавтоматическом режиме обеспечивается полное выгорание флюса и образование в зоне сварки требуемой защитной среды. В этом случае металл прогреваться заметно меньше, а его разбрызгивание сводится к возможному для данных условий минимуму.
В этом случае металл прогреваться заметно меньше, а его разбрызгивание сводится к возможному для данных условий минимуму.
Прямой полярностью при обращении с таким оборудованием сварщики пользуются при работе с вольфрамовыми электродами, чаще всего применяемыми для сплавления изделий из цветных металлов.
За счёт их использования удаётся повысить температуру в зоне нагрева, что очень важно для такого сложного в обработке металла, как алюминий.
Можно сделать вывод, что выбор той или иной полярности подключения питающего напряжения определяется рядом факторов, порой не связанных с классом используемого оборудования.
Основное влияние оказывает тип применяемого расходника (электрода), материал свариваемой заготовки и режим работы конкретного сварочного агрегата.
Прямая и обратная полярность при сварке: выбор режима, подключение
Что означает полярность при сварочных работах
В инверторных сварочных аппаратах для обозначения полярности используются надписи
Рассматривая вопрос полярности, понятно, что сварка в этом случае осуществляется током постоянного напряжения. Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
А разница все-таки есть, и здесь сокрыт недвусмысленный физический закон движения заряженных частиц – электронов. Электроны, обладая отрицательным зарядом, всегда движутся от минуса к плюсу в любой схеме, включая инвертор. При сварке можно подключить электрод как к плюсовой клемме, так и к минусовой – все будет работать. Но электроны в том и другом случае будут двигаться в разных направлениях по цепи, это отразится на процессе и конечном результате.
Подключение по схеме прямой полярности
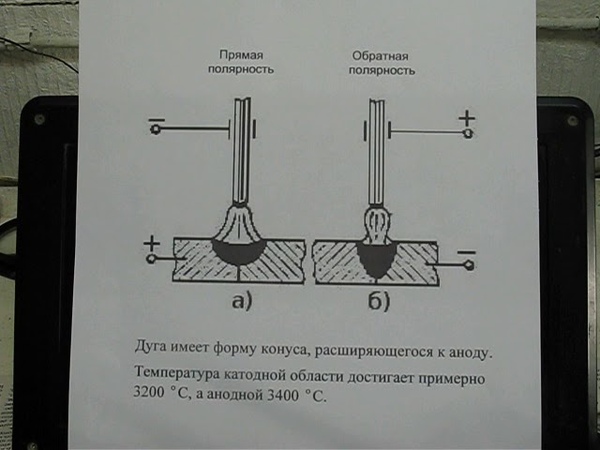
Если схему собрать так, что плюс от инвертора идет на стальную заготовку (свариваемая деталь), потом через дуговой промежуток, сварочный электрод к минусу инвертора, то такое соединение получило название прямой полярности при сварке. В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
Подключение по схеме обратной полярности
Схема подключения кабелей аппарата для сварки, когда плюс от инвертора приходит на сварной электрод, потом через дуговой промежуток попадает на рабочую деталь и минус инвертора, получила название обратной полярности при сварке. Здесь уже электрод будет греться сильнее, так как анодное пятно будет на нем, катодное – в области соединения стальных заготовок.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного шва со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
Прямая и обратная полярность.
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Выбор режима
Правильный выбор полярности при подключении сварочного оборудования может зависеть от нескольких факторов.
 Но самое главное для специалиста — усвоить, что на аноде, а это «+» всегда выделяется больше тепла (до 4000 градусов по Цельсию) чем на катоде (чуть больше 3000 градусов).
Но самое главное для специалиста — усвоить, что на аноде, а это «+» всегда выделяется больше тепла (до 4000 градусов по Цельсию) чем на катоде (чуть больше 3000 градусов).
Виды сварочной дуги при сварке электродами
Это отправная точка дальнейшего анализа: толщина стали, марка, вид металла, тип сварочного электрода. В случае неответственной конструкции, возможно, будет лишним обращать внимание на полярность сварки.
Толщина заготовки – основной фактор, когда необходимо следить за полярностью. Более толстый материал в месте стыка нужно сильнее прогреть, чтобы частицы его взаимно проникли на большей площади соприкосновения, а пустоты заполнились металлом сварной проволоки – это надежность шва. Тонкий металл нельзя сильно греть, иначе можно получить дырку, некрасивый неравномерный сварной шов.
Когда сварке подвергают такие сплавы как чугун или нержавейка, то перегрев этих материалов может привести к образованию тугоплавких соединений, что нежелательно. Сплав алюминия требует мероприятий по удалению окислов, и хороший прогрев идет только на пользу. В сварочной литературе по каждому виду металла есть рекомендации об оптимальных методах и режимах работы с ним.
Сплав алюминия требует мероприятий по удалению окислов, и хороший прогрев идет только на пользу. В сварочной литературе по каждому виду металла есть рекомендации об оптимальных методах и режимах работы с ним.
Покрытие электродов специальным флюсом тоже рассчитано на работу в определенных режимах. Угольный электрод для электросварки не имеет стойкости к перегреву, поэтому обратная полярность ему противопоказана. Сварная проволока полуавтоматических аппаратов более лояльна к выбору полюсовки, но каждый производитель дает на продукцию свои рекомендации по использованию.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
 Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.https://youtu.be/CcVbCMcyZ00
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Особенности сварки при использовании прямой полярности
Работая сварочным аппаратом постоянного тока и применяя способ подключение схемы прямой полярности, следует учитывать такие особенности процесса:
- Шов сварочного соединения — глубоко проникающий, узкий по ширине, более крепкий по качеству;
- Можно варить практически все типы сталей, толщина которых начинается от трех миллиметров и выше;
- При использовании вольфрамового стержня для цветных металлов можно применять только метод прямой полярности при сварке;
- Сварная дуга отличается стабильностью, устойчивостью к срывам, в результате чего легче контролировать процесс работы и получить красивый шов;
- Для работы таким методом не подходят электроды, рассчитанные на использование в сварке переменным током;
- При использовании сварочного аппарата в качестве резака, заготовка легче поддается раскройке.

Какое оборудование использовать
Обратное направление востребовано в работе особыми установками. Специфика в том, что машина подает проволоку с некоторой скоростью на заготовку, поэтому возможен выбор нескольких типов сварки.
Например, в среде защитных газов (когда используется аргон или углекислый газ), либо с использованием проволоки, обработанной порошком. Обратная направленность тока применима при работе с газами, прямая — когда процесс выполняется порошковой проволокой (также известной как флюсовой).
Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, подключение «держака» и «массы» меняется — на первом «плюс», на второй «минус» (обратная). Делается это для того, чтобы флюс выгорел полностью, а сварочный процесс произошел внутри образовавшегося газообразного облака. Металл будет меньше прогреваться, а разбрызгивание капель сведется к минимуму.
Прямая используется для сварки цветных металлов, когда рабочим расходным элементом выступает вольфрамовый электрод..jpg) Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
В работе с переменным током задача пользователя — своевременно менять расходные элементы. Профессионалы же или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки. Работа с инвертором позволяет выбирать один из двух известных вариантов действий. Прямая и обратная полярность при сварке выступают способами, каждый из которых имеет свои преимущества и недостатки. Выбор направления диктуется рядом факторов, главные из которых — материал расходников и используемое оборудование.
Читать также: Как открутить шуруп под звездочку
Если вы знаете другие специфические особенности выбора параметров сварки, поделитесь информацией в комментариях к статье.
Разнообразие сталей по химическому составу, толщине изделий является предпосылкой для возникновения многочисленных сварочных технологий. Наиболее широким спектром возможностей характеризуется сварка постоянным и переменным током, для которой разработаны инверторные агрегаты бытового и промышленного назначения. Использование постоянного тока позволяет задействовать больше режимов, таких как прямая и обратная полярность при сварке инвертором. Используя их и подбирая электроды различного состава, можно соединить следующие группы:
Использование постоянного тока позволяет задействовать больше режимов, таких как прямая и обратная полярность при сварке инвертором. Используя их и подбирая электроды различного состава, можно соединить следующие группы:
- тонколистовое изделие;
- кромки более 5 мм;
- низко-, среднеуглеродистые сплавы;
- низко-, средне-, сильнолегированные стали;
- чугун;
- разнородные металлы, где используется принцип наплавления.
Применение инвертора позволяет изменять полярность тока сварки вручную. Выбор режимов основывается на 3 факторах:
- Состав металла — чем выше углеродный эквивалент (выше легирование углеродом, марганцем, кремнием), тем меньше должен быть нагрев поверхностей.
- Тип электрода, использование флюса: окисление элементов (самая большая степень у углеродных материалов), шлаковый пояс, необходимая мощность для проникновения через шлаковый слой.
- Толщина свариваемых кромок: ориентировочно — до 3 мм и более.
Особенности обратной полярности при сварке
Сварка металла при таком способе подключения оборудования имеет следующие характеристики:
- Шов сварочного соединения менее глубок по проникновению в металл, с более выраженной шириной;
- Метод наиболее подходит для соединения средних по толщине заготовок либо тонких листов металла;
- При операциях с толстыми заготовками наблюдается хрупкость шва под воздействием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга отличается меньшей стабильностью, особенно в режиме работы на низких токах, что ведет к неравномерности соединения;
- Осуществляя сварку высоколегированных сталей, необходимо строго выполнять технологический процесс рабочего цикла.
Плюсы и минусы разных методов сваривания деталей
Говоря о плюсах и минусах прямой и обратной полярности сваривания, нужно понимать, что неправильный выбор режима проявит все отрицательные стороны процесса. Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Тонкий металл при положительной полярности потечет, начнет прожигаться электродом, кипящие брызги из сварочной ванны будут загрязнять поверхность изделия и требовать дополнительных усилий по их устранению.
Если же все учесть правильно, то минусы обратятся в плюсы, процесс сварки будет несложным для выполнения и радовать глаз результатом.
Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Прямая и обратная полярность аккумулятора
Пришло время покупать новый аккумулятор.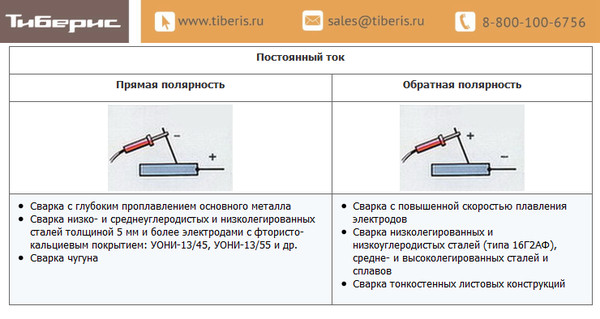 Вы уже расспросили знакомых, какая марка лучше и долговечнее, узнали, что гелевый аккумулятор брать не стоит, знаете, как правильно ухаживать за этой деталью, чтобы она дольше прослужила и многое прочее. Можно смело отправляться в магазин, но тут кто-то сказал обратить внимание на полярность АКБ. Вот тут-то и возникает вопрос – что такое эта самая полярность, как ее определить и как правильно выбрать нужный аккумулятор?
Вы уже расспросили знакомых, какая марка лучше и долговечнее, узнали, что гелевый аккумулятор брать не стоит, знаете, как правильно ухаживать за этой деталью, чтобы она дольше прослужила и многое прочее. Можно смело отправляться в магазин, но тут кто-то сказал обратить внимание на полярность АКБ. Вот тут-то и возникает вопрос – что такое эта самая полярность, как ее определить и как правильно выбрать нужный аккумулятор?
При покупке нового аккумулятора действительно очень важно знать такую характеристику, как его полярность. Нужно взять АКБ именно с такой полярностью, которая у вашего старого. Как же определить, какая она? Все очень просто.
Во-первых, обычно у европейских машин прямая полярность, у японских – обратная. Но ориентироваться только на эту подсказку не надо, лучше все-таки удостовериться самому.
Итак, определяем полярность аккумулятора. Достаем свой аккумулятор, разворачиваем его к себе той стороной, на которой расположены клеммы. Теперь смотрим, с какой стороны находится положительная клемма (со знаком +). Если она находится справа – перед вами аккумулятор с обратной полярностью, или же, как ее еще называют, европейской. Если же плюсовая клемма находится слева, то этот аккумулятор с прямой полярностью, или же, иными словами, российской.
Этот способ срабатывает у большинства, но иногда встречаются так называемые американские аккумуляторы. Их особенность в том, что клеммы располагаются не сверху, а на фронтальной стороне. Как же в таком случае определить полярность? Все так же.
Правильно определить полярность очень важно. Если вы ошибетесь, то потом не сможете подключить аккумулятор к своему авто. Это произойдет из-за того, что провода вашего автомобиля попросту не дотянутся до клемм.
Но ошибиться на самом деле очень сложно. Перепутать плюс и минус невозможно, потому что обычно изготовители одевают на клеммы колпачки. На плюсовую клемму одет красный колпачок, на минусовую – синий. Иногда на самых клеммах может стоять значок плюса или минуса.
Иногда на самых клеммах может стоять значок плюса или минуса.
Также следует обратить внимание на этикетки, наклеенные на корпус аккумуляторной батареи. Если вы все-таки боитесь запутаться – возьмите аккумулятор с собой в магазин.
Вот теперь уже, зная полярность аккумулятора и другие характеристики, можно смело отправляться в магазин за новым.
Полезно посмотреть еще:
Что такое обратная полярность при сварке. Прямая и обратная полярность при сварке
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью
подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать:
Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности
инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы. В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание:
чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
На что влияет полярность сварки
Во время проведения соединения металлических заготовок инвертором или полуавтоматом на стержне появляется пятно с высокой температурой, зависящей от полярности. При получении расходником питания через положительную клемму пятно разогревается до 390°, пользование минусовой – 320 градусов. Сильный нагрев позволяет варить детали на большую глубину.
При получении расходником питания через положительную клемму пятно разогревается до 390°, пользование минусовой – 320 градусов. Сильный нагрев позволяет варить детали на большую глубину.
Полярность при сварке тонких деталей выбирают прямую. Она годится и для работы с чувствительными металлами: с высоким содержанием углерода, нержавеющими составами, легированными сталями. Они проявляют боязнь к перегревам, поэтому при их соединении используют низкие температуры, но расход стержней при этом методе увеличивается.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Разновидность металлического изделия
(существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки;
- Для сварки на углеродистой и низколегированной стали;
- Для сварки изделий из меди и ее сплавов;
- Для сварки изделий из чугуна и его сплавов;
- Для сварки изделий из алюминия и его сплавов;
- Для выполнения работ с трудноподдающихся сварке металлами;
- Для сварка изделий из высоколегированной стали;
- Для сварки изделий с теплоустойчивыми с характеристиками.
Чистота обрабатываемой поверхности металла
(например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей; а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).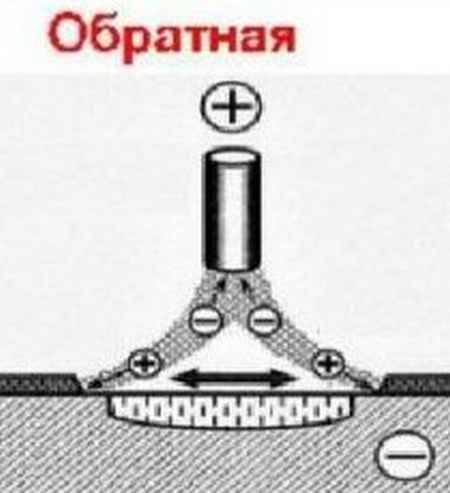
Толщина металла
(Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм;
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм;
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм;
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм;
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока
(Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А;
- электроду в 2,5 мм необходим ток от 60 до 90 А;
- для электрода в 3 мм необходим ток в пределах 80 — 140 А;
- для электрода в 4 мм необходим ток от 130-160 А;
- для электродов в 5 мм необходим ток в 200 А;
- электроду в 6 мм необходим ток от 220 до 240 А.
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
 youtube.com/embed/JYrmpMqKKzA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/JYrmpMqKKzA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Преимущества и недостатки разных методов
Использование инверторов и выпрямителей дает возможность перемены полярности тока и регулировки зоны создания максимальной температуры. Прямое подключение применяется при следующих обстоятельствах:
- монтаж деталей из низколегированных, углеродистых и специальных сталей с помощью плавящегося электрода;
- сварка изделий из цветных металлов, текучих сплавов, тонких листов вольфрамовыми стержнями и наплавочной проволокой;
- раскрой заготовок.

Преимущества стандартного подключения:
- образующийся шов имеет красивую узкую форму;
- происходит провар на большую глубину;
- сварка ведется большим ассортиментом электродов;
- сохраняется высокая стабильность дуги.
Недостатки:
- сильное разбрызгивание расплавленной жидкости;
- появляется риск получения прожогов;
- в зоне нагрева появляются остаточные напряжения.
Обратная полярность включается для:
- работы без получения прогораний стальных заготовок малой толщины;
- сварки цветных металлов, высоколегированных сталей, нержавеющих материалов;
- выполнения действий с использованием флюса и защитного газа.
Недостатки метода:
- изделия провариваются на небольшую глубину;
- толстые заготовки для прочности приходится обрабатывать со всех сторон;
- требуются специальные электроды, выдерживающие высокие температуры;
- необходимость поддержки короткой дуги.

Сила тока настраивается экспериментальным путем.
 youtube.com/embed/eL1AyHzUyIo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/eL1AyHzUyIo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Отличия в подключении
Все, кто пользовался аппаратами для электродуговой сварки, понимает, что речь пойдет о распределении полюсов между держателем и заготовкой. Полярность при сварке бывает двух типов:
- Прямая, когда электроны движутся к заготовке (минус на электроде). Дуга получается компактной, плотной.
- Обратная, когда к держателю подключают плюс. Формируется рассеянная область контакта дуги с металлом.
Основное отличие сварки прямой и обратной полярности – локализация точки максимального разогрева. При прямой сильнее нагревается металл, при обратной – расходник. Способ подключения полюсов зависит от толщины и физических свойств металла.
- Токовое реле: классификация, принцип действия, область применения
Отличия в подключении прямой и обратной полярности
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Отличия при работе с инвертором и полуавтоматом
На переменном токе работает промышленный полуавтомат, домашний инвертор – на «постоянке». У него есть кабеля для подключения к массе и к держателю. Меняя их положение, добиваются получения нужных режимов сварки. Аппарат данного типа отличается от других устройств:
- малыми габаритами;
- небольшим весом;
- высокой мощностью;
- способностью создавать ровный и аккуратный шов;
- доступной стоимостью;
- простотой обслуживания;
- легкостью транспортирования;
- полным отсутствием риска воспламенения.

Полуавтомат весит больше и стоит дороже инвертора. Главная разница и отличие заключается в способе работы: процесс соединения деталей осуществляется с помощью использования специальной проволоки.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
 Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Полярность при работе полуавтоматом
Отличительная особенность полуавтоматических аппаратов – подача присадочной проволоки в автоматическом режиме, с фиксированной скоростью. Понятно, что в этом случае шовный валик получается аккуратным, ровненьким, ведь металл проплавляется равномерно. Для генерации тока используют инвертор – компактный преобразователь с электронной начинкой, дополнительными функциями, облегчающими процесс сварки.
Понятно, что в этом случае шовный валик получается аккуратным, ровненьким, ведь металл проплавляется равномерно. Для генерации тока используют инвертор – компактный преобразователь с электронной начинкой, дополнительными функциями, облегчающими процесс сварки.
Специфика автоматической сварки предусматривает несколько режимов работы оборудования:
- на открытом воздухе с присадкой, образующей шлаковый слой;
- с использованием проволоки, содержащей флюсы;
- в среде защитного газа, покрывающего рабочую зону.
Подключение клемм зависит от вида режима. Прямая подходит для обычной порошковой проволоки. На обратную переходят:
- применяя защитный газ, ионизированные молекулы отлично пропускают электроны, дуга быстро разгорается;
- используя флюсовую присадку, тепло концентрируется на кончике наплавки, флюс выгорает полностью, формируется однородный диффузный слой.
Работая с современным сварочным оборудованием, при обратном подключении клемм можно скорректировать стабильность горения дуги.
Зная особенности работы на переменном токе, можно подобрать режим сварки под размер заготовок, тип металла. Постоянный ток дает большие возможности, меняя положение полюсов, сварщик контролирует положение высокотемпературной области дуги. Смещая положение анодного пятна, получают прочные соединения на любых заготовках.
Главная > Справочник > Сварка > Прямая и обратная полярность при сварке
Полярность тока является одним из основных параметров, определяющих особенности сварки металлических конструкций. Этот параметр влияет на температуру стержней с электропроводным материалом. При обработке изделий током с прямой или обратной полярностью важно учитывать основные схемы подключения, толщину заготовок и технические параметры электродного стержня.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
Если допускать длинную дугу, качество сварки ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сварка электрической дугой, по сравнению с газовой сваркой, имеет некоторые особенности. Это и более высокая, до 5000°С, температура самой дуги, что превосходит температуры плавления всех существующих металлов, и большое разнообразие видов и типов сварки, а, соответственно, методов и целей её применения. Электродуговая сварка различается по степени механизации, по роду тока, по типу дуги и свойствам сварочного электрода, а также другим параметрам. В данной статье хотелось бы рассмотреть некоторые нюансы электродуговой сварки в зависимости от полярности сварочных электродов.
Виды сварки.
По роду используемого тока различают два вида дуговой сварки:
- сварка электрической дугой, питаемой переменным током;
- сварка электрической дугой, питаемой постоянным током.
В свою очередь, сварка с использованием постоянного тока бывает двух типов:
- сварка током прямой полярности;
- сварка током обратной полярности.
Рассмотрим особенности каждого типа сварки постоянным током подробнее.
Сварка током прямой полярности.
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного выпрямителя, то есть сварочный кабель соединяет свариваемую конструкцию с клеммой «плюс» сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с минусовой клеммой.
Поскольку на положительном полюсе (аноде) температура всегда значительно более высокая, чем на отрицательном (катоде), ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности.
Для проведения сварки током обратной полярности подключение следует провести противоположным образом: на свариваемую деталь подать отрицательный заряд с клеммы «минус», а на электрод — положительный заряд с клеммы «плюс».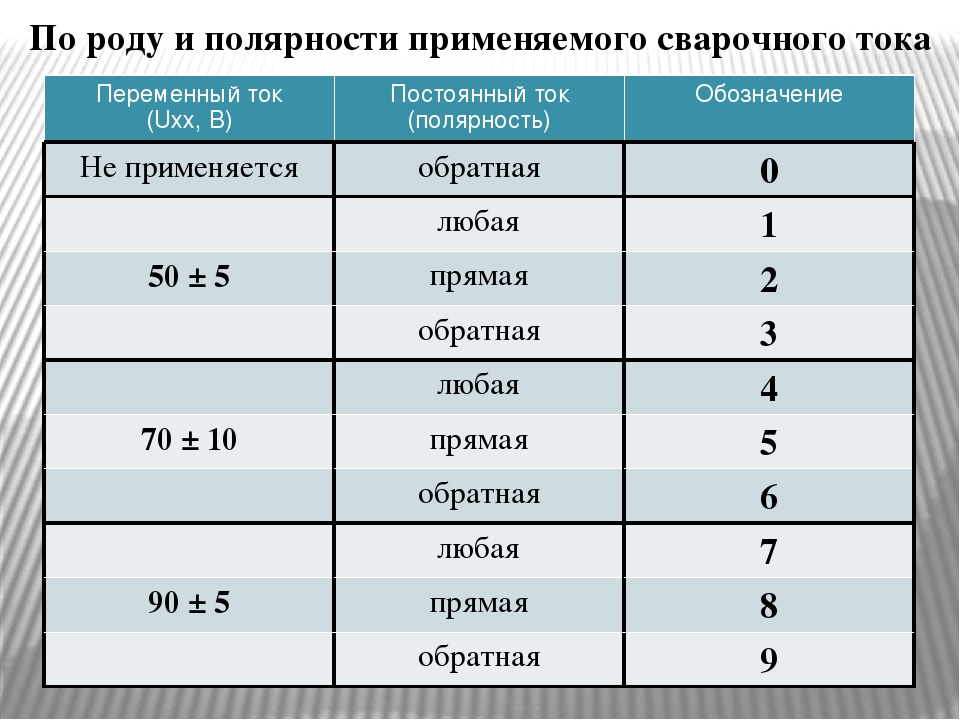
Такая полярность сварочных электродов обеспечивает обратную прямому подключению ситуацию — больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали. Соответственно, сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Особенности сварочных работ
В домашних условиях при сращивании деталей чаще всего пользуются электродами и малогабаритными аппаратами инверторного типа. Их не рекомендуют применять для работы с нержавеющими и алюминиевыми предметами во избежание их коррозии. Эти изделия лучше сваривать под защитой аргона или других газов.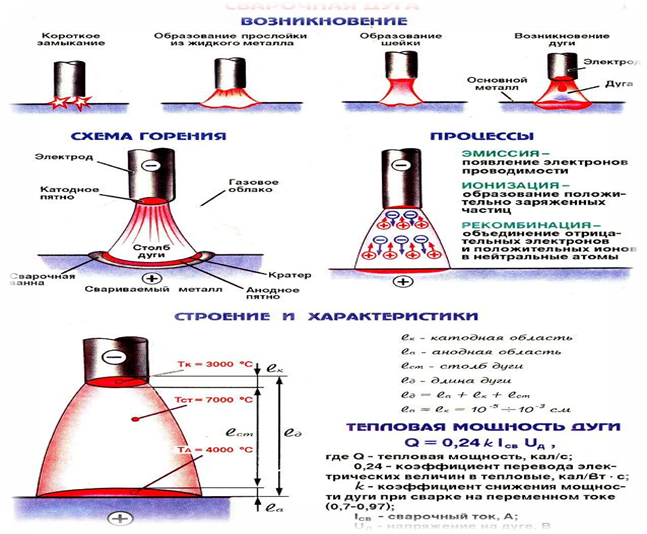 Делается это с помощью полуавтомата, дающего качественный шов на заготовке любого состава.
Делается это с помощью полуавтомата, дающего качественный шов на заготовке любого состава.
В данном аппарате подача проволоки происходит специальным механизмом в толкающем или тянущем режиме. Иногда оба способа работают одновременно. Это является залогом высокого качества сварки. При выполнении операций с металлами необходимо использовать мощные струбцины для прижима заготовок, иначе они в местах появления малейших зазоров будут повреждены.
При прямой полярности
Этим способом соединяют толстые детали. Чтобы добиться качественного функционирования аппарата, нужно перевести его переключением проводов: плюсовой вывод – к массе, минус – к электроду. Свариваемый металл лучше прогревается при высоких температурах. Нужно следить за недопустимостью прожогов.
При обратной полярности
Инвертор подключается так: держатель и рабочий стержень – к плюсовой клемме, к минусу присоединяют с помощью зажимов массу. В этом случае на конце электрода создается температура, не позволяющая прожечь листы заготовки. Сварка в таком режиме ведет к перерасходу плавящихся материалов.
Сварка в таком режиме ведет к перерасходу плавящихся материалов.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Выбор режима полярности
Выбор полярности зависит от следующих факторов:
- Возможность прожога обрабатываемых заготовок.
- Наличие легированных сталей или нержавеющих сплавов железа в составе свариваемых изделий.
- Вероятность соединения металлических пластин малой толщины.
При смене полярности необходимо учитывать, что на аноде выделяется большое тепловой энергии, чем на катоде. Изначально сварочные аппараты работают по схеме прямого подключения. Сварщику необходимо изменять местоположение кабелей с электродным стержнем и прищепкой на металл при сваривании конструкций с разным поперечным сечением и толщиной. Для выбора правильного режима подключения проводников, необходимо учитывать следующие характеристики, определяющие особенности сварки:
Сварщику необходимо изменять местоположение кабелей с электродным стержнем и прищепкой на металл при сваривании конструкций с разным поперечным сечением и толщиной. Для выбора правильного режима подключения проводников, необходимо учитывать следующие характеристики, определяющие особенности сварки:
- Расстояние между верхними и нижними поверхностями заготовок: основной фактор, воздействующий на структуру шва во время сварки постоянным током. При обработке толстых изделий необходимо прожечь поверхностью металлов. Это позволит увеличить площадь соприкосновения, что позволит сварной проволоке заполнить пустоты в поверхностях заготовок. В этом случае необходимо использовать сварку с прямой полярностью. Если нужно обработать изделия малой толщины, то нужно подавать отрицательный заряд на металл, положительный – на стержень электрода. Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы.
- Сила тока: этот параметр определяет степень прогрева металла и электродов. Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.
 Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.
Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.Также для определения полярности нужно знать материал изготовления обрабатываемой заготовки, ее толщину и параметры электродного стержня. Определить эти показатели можно в руководстве к сварочному прибору. В нем производитель оборудования указывает обстоятельства для смены полярности.
Толщина края металлической заготовки
Сваривание конструкций с толстыми краями необходимо подключать клеммы инвертора по схеме прямой полярности. В данных условиях дополнительное тепло будет концентрироваться в местах плавки. Это способствует увеличение глубины сварочного шва. Поверхности деталей смогут плотно соединиться без деформации. При обработке тонкого металла необходимо применять обратную полярность. Края детали во время сварки не должны перегреваться.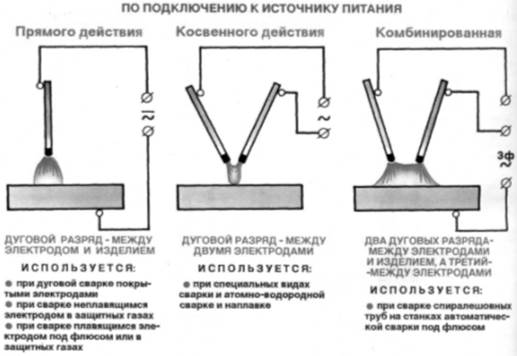 Иначе снизятся качество шва и прочность соединения.
Иначе снизятся качество шва и прочность соединения.
Разновидность металла
При обработке металлических поверхностей из разных материалов необходимо соблюдать следующие правила:
- Изделия из алюминия свариваются при прямом подключении. Алюминиевые детали имеют высокую теплопроводность и небольшой вес. Отличительным свойством этого металла является высокая степень окисления. Поэтому при сварке на алюминиевых заготовках формируется пленка. Она не позволяет деталям плотно соединиться. Прямая полярность снижает число образующихся окислов и образует сварочную ванну до появления оксидной пленки. При обработке рекомендуется использовать инертные газы. Они f линейного расширения и литейной усадки, высоким коэффициентом теплопроводности и низкой устойчивостью к межкристаллической коррозии. Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.
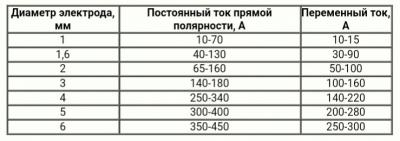
Цветные металлы необходимо плавить при помощи электродных стержней из вольфрама по схемам прямой полярности.
Прямая и обратная полярность при сварке
Если сваривать с постоянным током, то можно работать как с прямой, так и с обратной полярностью сварки. Эти способы имеют свои особенности:
- Нужно применять прижимную струбцину во избежание повреждения свариваемых пластин в месте подсоединения кабеля.
- Получается достаточной ровный сварной шов и не образуется сильных металлических брызг в сравнении со сваркой переменным током.
- Метод подключения напрямую влияет на то, сколько материала переносится с электрода на деталь. Это связано с неравномерным нагревом катода и анода.
Факторы, на которые влияет полярность при сварке
В сварочном аппарате имеется специальное гнездо с «+» и «-». При обратной полярности при сварке заготовка соединяется с минусовой клеммой инвертора. В противоположном случае кабель соединяет металл с плюсовой клеммой.
Значение полярности для сварки
Выбор способа вплотную связан с режимом. При прямой полярности на конце сварочного кабеля появляется анодное пятно с температурой 390. Эта тепловая нагрузка полностью ложится на металл, что делает шов более глубоким. Такая температура подходит для толстых конструкций, сплавов, невосприимчивых к перегреву. Подходит этот способ и для материалов разной толщины.
При обратной на конце сварочного кабеля образуется катодное пятно с температурой 320 (разница с прямой составляет 70, что очень существенно). Такой способ используется в тех случаях, когда сильно разогретый кабель может испортить металлическую заготовку. Обратная полярность при сварке используется при работе с нержавейкой или легированной сталью, тонкими металлами или сплавами, портящимися от перегрева.
Выбор зависит и от типа электрода и флюса. Обратная полярность не используется в работе с угольными электродами из-за возможного перегрева флюса и последующего разрушения элемента.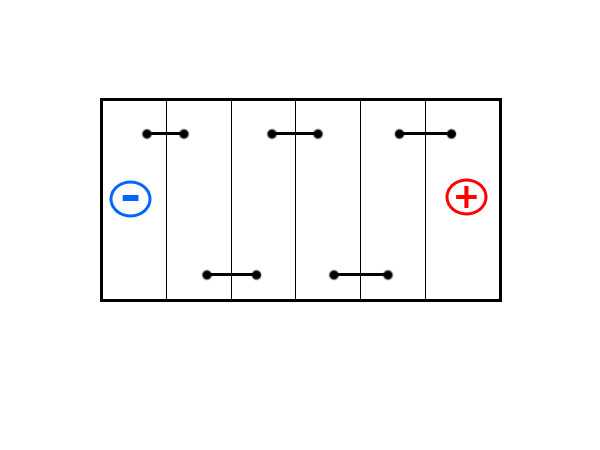 Цветные металлы с вольфрамовым электродом свариваются только при прямой полярности. Для алюминия же она совершенно не подходит из-за сильного увеличения температуры на участке накаливания. Производитель инвертора всегда указывает необходимые настройки для определенного типа электрода.
Цветные металлы с вольфрамовым электродом свариваются только при прямой полярности. Для алюминия же она совершенно не подходит из-за сильного увеличения температуры на участке накаливания. Производитель инвертора всегда указывает необходимые настройки для определенного типа электрода.
Характеристика прямой и обратной полярности
Особенности сварки при прямой полярности
Для прямой полярности при сварке характерно следующее:
Схема сварки при прямой полярности
- Небольшой приток тепловой нагрузки к детали, что обеспечивает правильный нагрев.
- Сильная проплавка позволяет сделать сварной шов более глубоким.
- Электрод достаточно быстро выходит из строя, часто приходится заменять.
- Металл сильно разбрызгивается, так как попадает в сварочную ванну большими каплями. В то же время среда, создаваемая внутри ванны, растекается, что позволяет задать направление шва. Таким образом, легко задать его глубину.
- В шве между двумя металлами образуются определенные элементы — кремний и марганец, в то время как углерод отсутствует.
- Можно использовать ток с более высоким значением благодаря не такому сильному нагреву электрода.
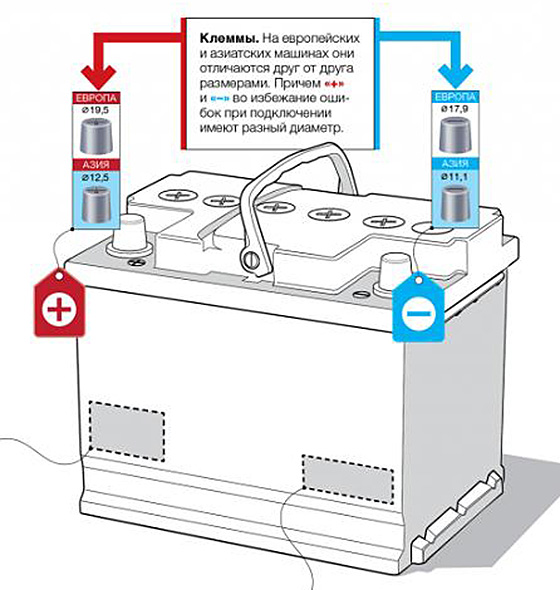
Особенности сварки при обратной полярности
Обычно таким способом сваривают тонкие листы заготовки. Самый большой риск в этом процессе — возникновение прожогов. Чтобы снизить эту вероятность, используют следующие методы:
Схема сварки при обратной полярности
- При непрерывистом шве может возникнуть коробление металла (заметно при длине от 20 см). Чтобы этого избежать, рекомендуется варить участок в начале стыковки, затем в центре, после чего переместиться в конец и сделать отрезки.
- При выполнении деликатной работы с тонкими листами, работу электрической дуги периодически приостанавливают.
- При работе с тонкими заготовками с неровными краями, нужно обязательно использовать вспомогательный слой, который бы забирал все тепло от нагрева. В этой роли обычно выступает медная или стальная пластина.
- Для уменьшения нагрева, потенциал тока снижают.
- При сваривании кромок, можно произвести отбортовку под углом 180.
- При сваривании внахлест, нужно герметично прижать друг к другу металлические пластины. В противном случае произойдет прожог верхней заготовки.

Чтобы прилегание деталей было плотным, рекомендуется использовать струбцину.
Используя этот метод впервые, лучше сначала сделать пробную сварку на уже испорченном листе металла. Это поможет избежать возможных ошибок при дальнейшей работе с заготовками.
Достоинства и недостатки способа
К достоинствам этого метода относят следующие:
Характеристика сварки при обратной полярности
- Электрод работает не так быстро, поэтому не подлежит такой частой замене, как при прямой.
- Жидкий материал практически не разбрызгивается.
- Деталь глубоко плавится при помощи этого метода, благодаря усиленному теплообразованию на обоих полюсах.
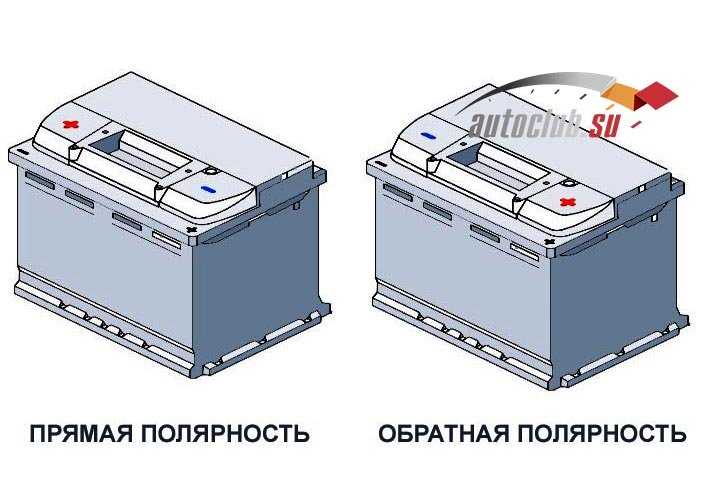
При таком способе нельзя использовать электроды, восприимчивые к сильному перегреву. Если используется низкий ток, то качества шва резко снижается.
Если сварщик работает с высоколегированной сталью, то нужно полностью выполнить все рекомендации, которые касаются рабочих циклов и остывания.
При прямой и обратной полярности сваривания металлы и электрод требуют разных настроек для работы. Чтобы результат работы не разочаровал, нужно индивидуально настраивать силу тока и циклы работы.
Схема подключения кабелей при прямой и обратной полярности
Расход электрода зависит от правильного подключения к аппарату. Это связано с разной температурой на анодном и катодном пятнах.
Качество сварного шва зависит от скорости перемещения электрода. Если скорость низкая, то заготовка прогревается не так сильно.
Некоторые считают, что у обратной полярности больше преимуществ, чем у прямой полярности при сварке. Но все зависит от конкретной ситуации. Сейчас почти у всех электродов указана рекомендованная полярность, на которую влияет материал расходного элемента и определенная модель сварочного аппарата.
Видео по теме: Прямая и обратная полярность
Переключатель обратной полярности DPDT
Простая замена
На большинстве элементов батареи, если вы поместите батарею неправильно, она не будет работать. На некоторых предметах это может действительно повредить электронику, а на других может произойти разные вещи.
На некоторых предметах это может действительно повредить электронику, а на других может произойти разные вещи.
Например, если мы подключим положительный и отрицательный полюсы этой батареи к простому щеточному двигателю постоянного тока, двигатель будет вращаться в определенном направлении (возможно, по часовой стрелке). Это связано с тем, что электрический ток проходит через катушку внутри двигателя и реагирует с закрытыми магнитами (это не то же самое с бесщеточными , асинхронными двигателями , но здесь это не рассматривается).
Теперь, если мы поменяем местами эти соединения, двигатель вращается в направлении , противоположном направлению (против часовой стрелки). Почему? Потому что мы изменили способ протекания электрического тока в катушке двигателя. Мы поменяли полярность…
И все в двух словах … обратная полярность меняет положительное на отрицательное, а отрицательное на положительное.
Лучший способ
С моими гусеничными гусеничными двигателями было бы непрактично вручную менять местами подключения аккумулятора, пытаясь управлять им, поэтому вместо этого я использовал пару переключателей.
DPDT-переключатели
Мы можем добиться обратной полярности более контролируемым образом, просто используя переключатели DPDT, что означает «двухполюсный двойной ход». У них обычно есть вкл-выкл настроек. Это, если мне не изменяет память, позволяет им управлять четырьмя независимыми цепями, я думаю … но давайте не будем об этом беспокоиться.
Тумблер DPDT. 3 положения ВКЛ — ВЫКЛ — ВКЛ. 6 клемм снизуСамое замечательное в этих дешевых, легко доступных переключателях — это то, что они могут менять полярность .Они могут сделать за нас всю эту замену проводов.
Для этого вам необходимо подключить переключатели определенным образом…
Вид снизу переключателя DPDT — обратите внимание на пересечение оконечных клеммЗдесь вы видите нижнюю сторону переключателя, где находятся клеммы. На первый взгляд это может показаться немного запутанным, но на самом деле все очень просто.
Вход — это аккумулятор, поэтому красный провод (положительный) и синий провод (отрицательный) подключаются к соответствующим клеммам аккумулятора, а затем к концевым клеммам переключателя (не имеет значения, какой конец или какой вывод). Теперь посмотрите, как красный и синий провода пересекают друг друга и подключаются к двум другим концевым клеммам — их противоположным концевым клеммам . Если вы помните этот простой крест, вы можете подключить один из этих переключателей. Выходной сигнал берется с двух центральных клемм переключателя (зеленый и желтый на моей схеме, но цвет не имеет значения). Полярность зеленого и желтого проводов определяется тем, какой конец вы подключили первым, или текущим положением переключателя. Но не бойтесь… Нажатие переключателя изменит полярность.
Теперь посмотрите, как красный и синий провода пересекают друг друга и подключаются к двум другим концевым клеммам — их противоположным концевым клеммам . Если вы помните этот простой крест, вы можете подключить один из этих переключателей. Выходной сигнал берется с двух центральных клемм переключателя (зеленый и желтый на моей схеме, но цвет не имеет значения). Полярность зеленого и желтого проводов определяется тем, какой конец вы подключили первым, или текущим положением переключателя. Но не бойтесь… Нажатие переключателя изменит полярность.
Это так просто … щелкните в одну сторону: зеленый — положительный, желтый — отрицательный. Щелкните другой, желтый — положительный, зеленый — отрицательный!
Переключатель DPDT, вид снизу — 1) Положительный вход от батареи подключен к противоположным концевым клеммам. 2) Отрицательный вход подключен к противоположным конечным клеммам. 3) Центральные клеммы подключены к устройству — например, к двигателю постоянного тока.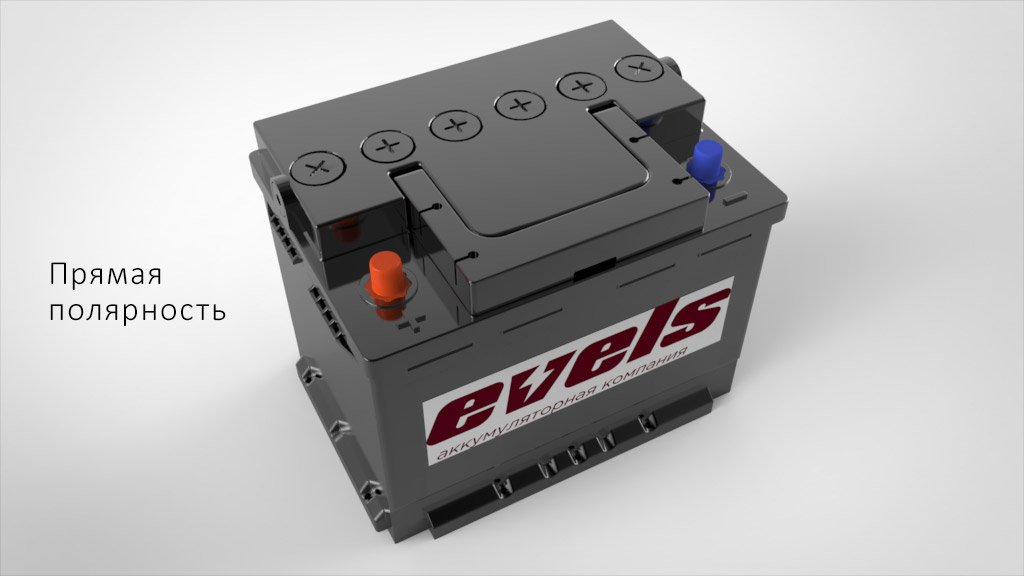 При щелчке переключателя устройство принимает положительный / отрицательный или отрицательный / положительный сигнал в зависимости от положения переключателя Вид снизу переключателя DPDT — начало подключения кроссовера — подключена противоположная конечная клемма
При щелчке переключателя устройство принимает положительный / отрицательный или отрицательный / положительный сигнал в зависимости от положения переключателя Вид снизу переключателя DPDT — начало подключения кроссовера — подключена противоположная конечная клеммаРулевые направляющие с переключателями DPDT
Как я сказал выше, мои гусеницы приводятся в движение двумя моторами.Например, когда один двигатель идет полностью вперед, а другой полностью перевернут, модель начинает вращаться — гусеницы, которыми славятся гусеницы с нулевым поворотом.
Итак, для управления каждой дорожкой я использовал переключатель DPDT. Вот упрощенная схема:
Управление двумя двигателями (гусеницами) с помощью переключателей DPDTЭто действительно так просто, как кажется. Это позволило мне создать очень простую панель управления:
Простая панель управления с двумя переключателями DPDT — не лучшая фотография, которую я знаю, но вы можете видеть кроссовер на. Итак, он у вас есть. .. изменение полярности переключателем.
.. изменение полярности переключателем.
Предупреждение
Теперь пришло время признаться … пока я делал это, я бы не рекомендовал его для больших двигателей (как я использовал), кроме как строго для тестирования. Большие двигатели потребляют много тока. Когда их быстро перемещают из одного направления в другое, они могут потреблять огромное количество тока — до двадцати раз больше, чем я где-то читал. По этой причине в идеале необходимо использовать регулятор скорости. Это электронное устройство, специально разработанное для борьбы с этими пиками тока и безопасного обращения с ними.Это не только безопаснее для вас, но и поможет избежать взрыва ваших дорогих двигателей. Я говорю больше о контроллерах скорости на странице Radio Control (которые я позже добавил к своим трекам).
Эта схема переключателя DPDT подходит для крошечных двигателей, но для более крупных — нет. Да, я использовал его — , но только для тестирования … а я немного глуповат . Я старался не менять направление резко, чтобы предотвратить накопление тока, но на самом деле, вероятно, лучше не делать этого без регулятора скорости. Вас предупредили…
Вас предупредили…
С учетом сказанного, переключатель DPDT — действительно полезная вещь, о которой нужно помнить. Время от времени это пригодится.
Защита от обратной полярности: как защитить свои цепи, используя только диод
При подключении питания с неправильной полярностью легко сделать ошибку. К счастью, защитить свое устройство от обратной полярности тоже довольно просто.
Плохие вещи могут произойти, если вы измените полярность источника питания вашего устройства. Замена положительного и отрицательного выводов питания, вероятно, является основным методом «выпустить дым» из новой блестящей печатной платы, и на самом деле это лучший сценарий, чем нанесение какого-либо тонкого повреждения, которое приводит к затруднительным или периодическим сбоям.Обратная полярность также может возникнуть после фазы тестирования и разработки. Устройство, как правило, спроектировано так, чтобы конечный пользователь не мог неправильно подключить кабель питания, но даже лучшие из нас могут иногда вставлять батарею, не глядя на диаграмму полярности . …
…
Я предпочитаю использовать любые доступные средства, чтобы сделать обратную полярность физически невозможной, но суть в том, что устройство никогда не будет по-настоящему безопасным, если сама схема не способна выдержать обратное напряжение питания.В этой статье мы рассмотрим два простых, но очень эффективных способа сделать вашу схему устойчивой к ошибкам, связанным с неправильной полярностью источника питания.
Что такое диод защиты от обратной полярности?
Фактически, вы можете получить защиту от обратной полярности с помощью диода. Да, вам нужен только один диод. Это действительно работает, но, конечно, более сложное решение может обеспечить превосходную производительность.
Идея состоит в том, чтобы включить диод последовательно с линией питания.
Если вы не знакомы с этой техникой, сначала это может показаться немного странным: может ли диод изменять полярность приложенного напряжения? Может ли он действительно «изолировать» схему ниже по потоку от приложенного напряжения?
Конечно, он не может «отменить» обратную полярность, но может изолировать остальную часть цепи от этого состояния просто потому, что он не будет проводить ток, когда напряжение на катоде выше, чем напряжение на аноде.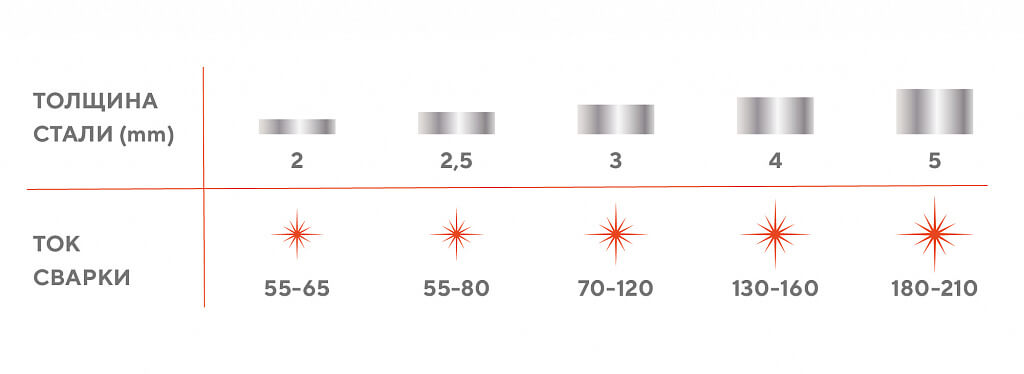 Таким образом, в ситуации обратной полярности повреждающие обратные токи не могут протекать, и напряжение на нагрузке не совпадает с обратным напряжением источника питания, потому что диод работает как разомкнутая цепь.
Таким образом, в ситуации обратной полярности повреждающие обратные токи не могут протекать, и напряжение на нагрузке не совпадает с обратным напряжением источника питания, потому что диод работает как разомкнутая цепь.
Схема LTspice, показанная выше, позволяет нам исследовать переходное и установившееся поведение схемы диодной защиты. Напряжение источника питания изначально равно 0 В, затем оно резко меняется до –3 В. Моя идея состоит в том, чтобы смоделировать эффект неправильной вставки двух единиц 1.Батарейки 5 В (или одна батарея 3 В). Моделирование включает в себя сопротивление нагрузки (соответствует схеме, потребляющей около 3 мА) и емкость нагрузки (соответствует разделительным конденсаторам для нескольких ИС).
Вы можете видеть, что некоторый обратный ток (т. Е. Катод-анод) действительно течет через диод. Переходный ток очень мал, а длительный ток минимален. Однако ток течет и, следовательно, катодная сторона не полностью плавает; вместо этого на схеме нагрузки присутствует очень небольшое обратное напряжение. Однако это не стационарное состояние. Если расширить симуляцию до 300 мс, мы увидим следующее:
Однако это не стационарное состояние. Если расширить симуляцию до 300 мс, мы увидим следующее:
По мере того, как емкость нагрузки заряжается и становится разомкнутой, ток падает до нуля (или, точнее, 0,001 фемтоампера, согласно LTspice), и, следовательно, обратное напряжение на нагрузке отсутствует. Вывод состоит в том, что диод не идеален, но, насколько я понимаю, он достаточно близок, потому что я не могу представить, чтобы на любую реалистичную схему отрицательно повлияли ~ 100 мс нескольких микровольт обратной полярности.
Плюсы и минусы
К настоящему времени преимущества этой схемы должны быть очевидны: она дешевая, чрезвычайно простая и очень эффективная. Однако есть определенные недостатки, которые необходимо учитывать:
- Во время нормальной работы на диоде падает типичное значение ~ 0,6 В. Это может составлять значительную часть напряжения питания, а при снижении напряжения аккумулятора устройство может преждевременно перестать работать.
- Любой компонент, на котором наблюдается падение напряжения и протекающий через него ток, потребляет энергию.Если рассеиваемая энергия исходит от батареи, диод сокращает срок ее службы. Это может быть неприемлемым компромиссом для устройств, которые имеют очень низкий риск возникновения обратной полярности.
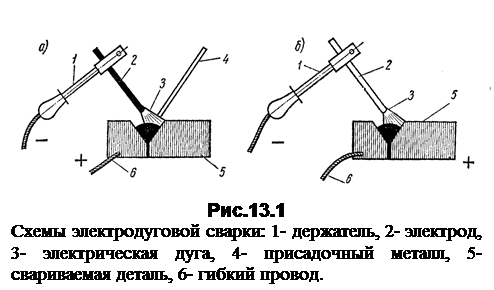
Защита от обратной полярности с помощью диода Шоттки
Простой способ устранить оба вышеперечисленных недостатка — использовать диод Шоттки вместо обычного диода. Такой подход снижает потери напряжения и рассеиваемую мощность. Я не уверен, насколько низко могут работать диоды Шоттки, но в некоторых случаях прямое напряжение может быть ниже 300 мВ.
Вот новая схема моделирования:
Следующие спецификации дают вам пример характеристик прямого напряжения диода BAT54:
Таблица взята из этого описания Vishay. Вот график переходной и установившейся характеристики схемы защиты от обратной полярности на основе Шоттки.
Вы можете видеть, что обратный ток и обратное напряжение на нагрузке намного больше, чем то, что мы наблюдали с диодом не Шоттки.Этот более высокий обратный ток утечки является известным недостатком диодов Шоттки, хотя в этом конкретном применении обратный ток все еще намного ниже, чем все, что могло бы вызвать серьезное беспокойство. Поэтому, когда дело доходит до защиты от обратной полярности, однозначно предпочтительнее диоды Шоттки.
Заключение
Мы увидели, что одиночный диод — это удивительно эффективный способ включения защиты от обратной полярности в схему источника питания устройства. Диоды Шоттки имеют более низкое прямое напряжение и, следовательно, обычно являются лучшим выбором, чем обычные диоды.Сотрудник AAC, имеющий опыт работы с этими схемами, рекомендует p / n 1N4001 (если по какой-то причине вы хотите использовать нормальный диод) или p / n MBRA130 (это диод Шоттки).
Руководство по проектированию— PMOS MOSFET для схемы защиты от обратной полярности
Если источник питания в цепи перевернут, например, подключите положительный провод к земле, а отрицательный провод к Vcc схемы. Могут произойти две плохие вещи: либо схема, которую мы разработали, может сгореть вместе со всеми дорогостоящими компонентами в ней, либо сам источник питания может выйти из строя.Все становится еще опаснее, если схема питается от батареи. Изменение полярности батареи — худшее, что может произойти в цепи, потому что это не только повредит цепь, но также может вызвать дым и пожар, что делает ее потенциальной угрозой.
Могут произойти две плохие вещи: либо схема, которую мы разработали, может сгореть вместе со всеми дорогостоящими компонентами в ней, либо сам источник питания может выйти из строя.Все становится еще опаснее, если схема питается от батареи. Изменение полярности батареи — худшее, что может произойти в цепи, потому что это не только повредит цепь, но также может вызвать дым и пожар, что делает ее потенциальной угрозой.
Но возможна человеческая ошибка, и поэтому разработчик несет ответственность за то, чтобы его схема могла безопасно обрабатывать условия обратной полярности. Вот почему почти все схемы имеют дополнительную схему безопасности на входной стороне, называемую схемой защиты от обратной полярности .В этой статье мы обсудим схему защиты от обратной полярности MOSFET , которая очень эффективна для защиты схемы от повреждений, связанных с обратной полярностью. Схема также может действовать как схема защиты полярности батареи , , поэтому то же руководство по проектированию можно использовать для защиты ваших цепей, даже если она питается от внешнего адаптера постоянного тока или батареи.
Защита цепей от обратной полярности
Есть несколько вариантов защиты цепи от обратной полярности.В большинстве случаев устройства с батарейным питанием используют специальные типы батарейных разъемов, которые не позволяют подключать батарейный разъем в обратном порядке. Это механически возможная защита аккумулятора от обратной полярности. Другой вариант — использовать диод Шоттки в шине питания, но это наиболее неэффективный способ защиты цепи от обратной полярности.
Использование диода Шоттки для защиты от полярности и его недостаткиНа изображении ниже диод Шоттки используется последовательно с шиной питания, которая будет смещена в обратном направлении при условии обратной полярности и отключит цепь.Мы также ранее обсуждали это в разделе «Применение диодов» в предыдущей статье.
Левое изображение соответствует правильному соединению полярности, а правое изображение — состоянию обратной полярности. При подключении с обратной полярностью диод Шоттки блокирует прохождение тока.
При подключении с обратной полярностью диод Шоттки блокирует прохождение тока.
Но схема выше неэффективна из-за постоянного протекания тока нагрузки через диод Шоттки. Кроме того, напряжение на выходе диода Шоттки меньше входного напряжения из-за прямого падения напряжения на диоде.Таким образом, используя описанный выше метод, он защитит схему от защиты от обратной полярности, но не эффективно.
Правильный способ сделать схему защиты от обратной полярности — использовать простой МОП-транзистор с МОП-транзистором или МОП-транзистор с МОП-транзистором. Рекомендуется использовать PMOS, потому что PMOS отключает положительные шины, и в цепи не будет никакого напряжения, а вероятность вредных последствий меньше, если схема работает при высоких напряжениях постоянного тока.
PMOS MOSFET для защиты от обратного напряжения Полевой транзистор (FET) — это тип транзистора, который использует электрическое поле для управления прохождением тока через него.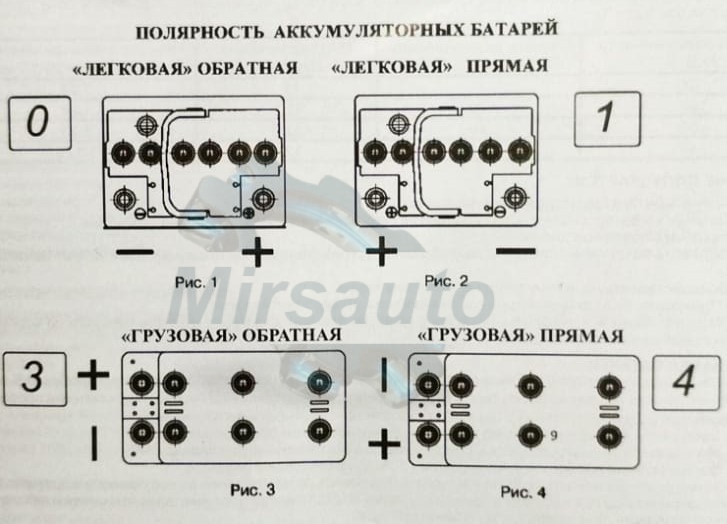 Полевые транзисторы — это устройства с тремя выводами: исток, затвор и сток. Полевые транзисторы управляют потоком тока путем приложения напряжения к затвору, которое, в свою очередь, изменяет проводимость между стоком и истоком. Это основная вещь, которая используется в P-MOSFET в качестве переключателя защиты от обратной полярности.
Полевые транзисторы — это устройства с тремя выводами: исток, затвор и сток. Полевые транзисторы управляют потоком тока путем приложения напряжения к затвору, которое, в свою очередь, изменяет проводимость между стоком и истоком. Это основная вещь, которая используется в P-MOSFET в качестве переключателя защиты от обратной полярности.
На рисунке ниже показана схема защиты от обратной полярности PMOS .
PMOS используется как переключатель питания, который подключает или отключает нагрузку от источника питания.Во время правильного подключения источника питания MOSFET включается из-за правильного VGS (напряжения затвора в источник). Но в случае обратной полярности напряжение затвора в источник слишком низкое, чтобы включить полевой МОП-транзистор, и нагрузка отключается от входного источника питания.
Резистор 100R — это резистор затвора полевого МОП-транзистора , подключенный к стабилитрону.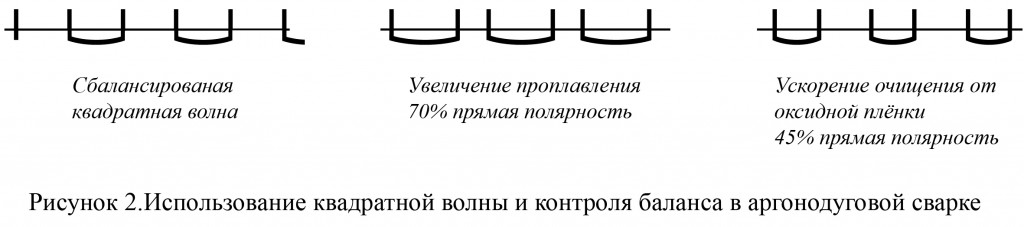 Стабилитрон защищает затвор от перенапряжения.
Стабилитрон защищает затвор от перенапряжения.
В приведенной выше схеме есть все необходимые компоненты для защиты от обратной полярности.V1 — это источник с идеальной полярностью. MOSFET с каналом P смещается резистором 100R и стабилитроном 6,8 В 1N4099. Нагрузка — резистор 10R.
Моделирование показывает, что схема работает правильно при правильной полярности источника питания. Стабилитрон защищает затвор от перенапряжения, и нагрузка достигает 1,3 А при 13,9 В.
На изображении выше источник перевернут. Нагрузка полностью отключена, и схема действует как предохранитель от обратной полярности.Вы также можете посмотреть видео ниже, в котором объясняется работа схемы с симуляцией:
Выбор MOSFET для защиты от обратной полярности
Рекомендуется использовать PMOS вместо NMOS.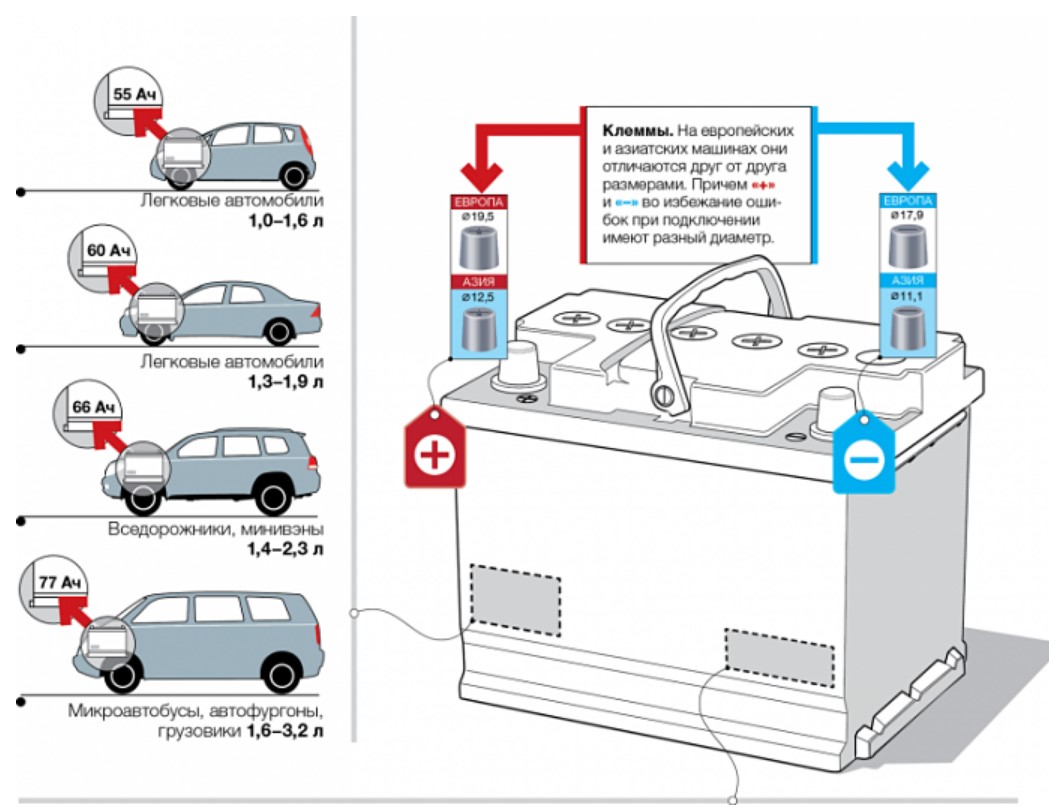 Это связано с тем, что PMOS используется в положительной шине цепи, а не в отрицательной шине. Поэтому PMOS отключает положительные шины, и в цепи не будет положительного напряжения. Но NMOS используется в отрицательных шинах, поэтому отключение отрицательной шины не приводит к отключению цепи от положительной шины аккумулятора.Следовательно, в случае высокого напряжения постоянного тока отключение положительной шины намного безопаснее, чем отключение отрицательной шины, и меньше шансов, что не произойдет вредных последствий, таких как короткое замыкание, поражение электрическим током и т. Д.
Это связано с тем, что PMOS используется в положительной шине цепи, а не в отрицательной шине. Поэтому PMOS отключает положительные шины, и в цепи не будет положительного напряжения. Но NMOS используется в отрицательных шинах, поэтому отключение отрицательной шины не приводит к отключению цепи от положительной шины аккумулятора.Следовательно, в случае высокого напряжения постоянного тока отключение положительной шины намного безопаснее, чем отключение отрицательной шины, и меньше шансов, что не произойдет вредных последствий, таких как короткое замыкание, поражение электрическим током и т. Д.
Выбор компонентов — важная часть этой схемы. Основным компонентом является полевой МОП-транзистор с каналом P.
MOSFET имеет следующие характеристики, которые имеют решающее значение для схемы.
- Сопротивление дренажного источника (RDS)
- Ток утечки
- Напряжение сток к источнику
Сопротивление истока стока (RDS):
RDS — сопротивление сток к источнику. Используйте очень низкое RDS (сопротивление от стока к источнику) для низкого тепловыделения и очень низкого падения напряжения на выходе. Чем выше RDS, тем выше тепловыделение.
Используйте очень низкое RDS (сопротивление от стока к источнику) для низкого тепловыделения и очень низкого падения напряжения на выходе. Чем выше RDS, тем выше тепловыделение.
Ток стока:
Это максимальный ток, который проходит через полевой МОП-транзистор. Поэтому, если для цепи нагрузки требуется ток 2 А, выберите полевой МОП-транзистор, который выдержит этот ток. В таком случае хорошим выбором будет Mosfet с током стока 3А. Выберите этот параметр больше, чем необходимо на самом деле.
Напряжение сток-источник:
Напряжение сток-исток полевого МОП-транзистора должно быть выше, чем напряжение в цепи. Если для схемы требуется максимум 30 В, для безопасной работы требуется полевой МОП-транзистор с напряжением сток-исток 50 В. Всегда выбирайте этот параметр больше фактического требуемого.
При обратной полярности полевой МОП-транзистор будет выключен из-за недостаточного напряжения Vgs, и это не повлияет на цепь нагрузки, а также на МОП-транзистор. Вышеуказанные параметры необходимы при нормальных условиях и требуют тщательного выбора.
Вышеуказанные параметры необходимы при нормальных условиях и требуют тщательного выбора.
Выбор напряжения стабилитрона:
Каждый полевой МОП-транзистор имеет Vgs (напряжение затвор-исток). Если напряжение затвор-исток превышает максимальное значение, это может повредить затвор полевого МОП-транзистора. Поэтому выбирайте напряжение стабилитрона, которое не превышает напряжения затвора полевого МОП-транзистора. Для напряжения 10 В достаточно стабилитрона 9,1 В. Убедитесь, что напряжение затвора не должно превышать максимальное номинальное напряжение.
100R Резистор в цепи:
Значение резистора должно быть выбрано таким образом, чтобы оно не было достаточно высоким, чтобы не перегревать стабилитрон, но достаточно низким, чтобы обеспечить адекватный ток смещения стабилитрона и быстро разрядить затвор, если напряжение питания внезапно изменится на противоположное. Следовательно, это компромисс между временем разряда затвора и смещением стабилитрона. В большинстве случаев 100R-330R хорош, если есть вероятность появления в цепи внезапного обратного напряжения.Но если нет вероятности внезапного обратного напряжения во время непрерывной работы схемы, можно использовать любое сопротивление резистора от 1 кОм до 50 кОм.
В большинстве случаев 100R-330R хорош, если есть вероятность появления в цепи внезапного обратного напряжения.Но если нет вероятности внезапного обратного напряжения во время непрерывной работы схемы, можно использовать любое сопротивление резистора от 1 кОм до 50 кОм.
Номер детали Предложение:
Самые популярные полевые МОП-транзисторы, которые используются в широком диапазоне схем защиты от обратной полярности.
- IRF9530
- IRF 9540
- Si2323 (низковольтные операции с низким током)
- ILRML6401 (низковольтные и слаботочные операции)
Основным недостатком этой схемы является рассеивание мощности через полевой МОП-транзистор.Однако эту проблему можно решить, используя полевой МОП-транзистор с каналом P, сопротивление которого измеряется в миллиомах.
аналог — Использование диодов для защиты от обратной полярности
Я хочу защитить свою схему от обратной полярности, просто добавив два диода параллельно между входными кабелями + и -.
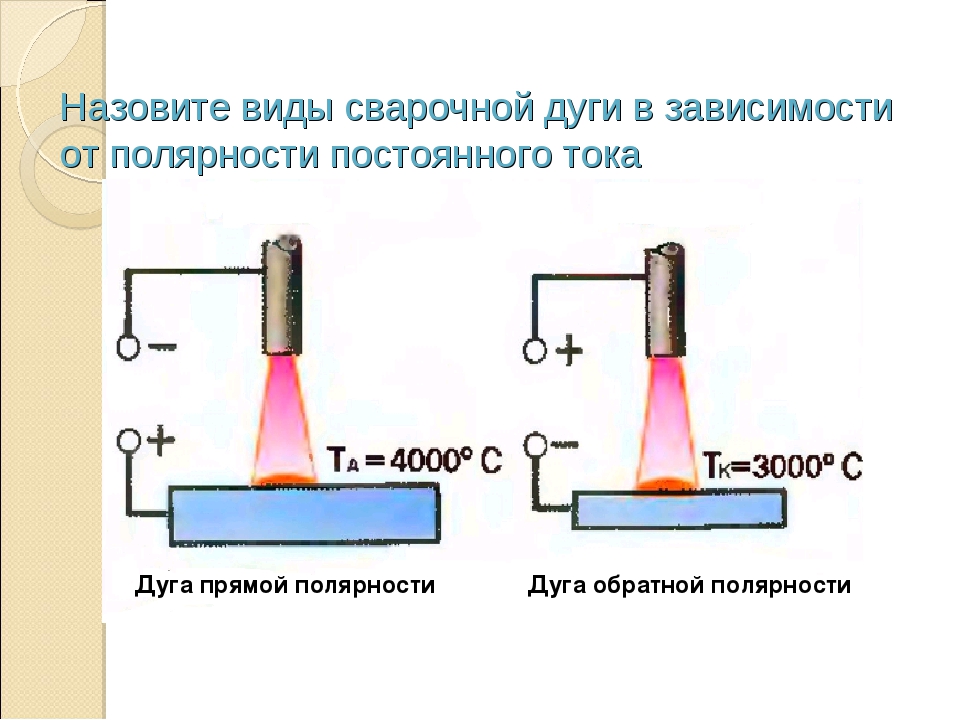 Таким образом, если полярность поменять, ток будет проходить через эти диоды при высоком токе и сгорит предохранитель. Поменяйте предохранитель и поменяйте полярность, и все должно быть в порядке.
Таким образом, если полярность поменять, ток будет проходить через эти диоды при высоком токе и сгорит предохранитель. Поменяйте предохранитель и поменяйте полярность, и все должно быть в порядке.Такая защита от обратной полярности (т.е.е. на основе перегорания / замены предохранителя) следует использовать, если это «действительно» необходимо (Например, за 8 лет моего опыта проектирования аппаратной части автомобильной электроники меня попросили разработать такую защиту только один раз, и это было «особый запрос» заказчика) .
Как бы то ни было, вы заметили, что одной замены предохранителя может быть недостаточно. Диоды могут закоротить еще до того, как сгорел предохранитель. Чтобы защитить также диоды, вы можете использовать PTC на основе R esettable F .Восстанавливаемые предохранители нагреваются, когда через них протекает большой ток, и они становятся высокоомным элементом, блокирующим ток. Они также помогают снизить пусковой ток, потребляемый батареей. RF можно «сбросить», дав им остыть, отключив питание. В зависимости от компонента, их можно легко остудить, прежде чем вы измените полярность и примените снова.
Они также помогают снизить пусковой ток, потребляемый батареей. RF можно «сбросить», дав им остыть, отключив питание. В зависимости от компонента, их можно легко остудить, прежде чем вы измените полярность и примените снова.
смоделировать эту схему — Схема создана с использованием CircuitLab
Так как ток, потребляемый из остальной цепи, будет проходить через RT во время нормальной работы, его следует выбирать осторожно.Окружающая среда важна, потому что ток срабатывания РЧ будет уменьшаться в условиях высоких температур. Вы же не хотите, чтобы он блокировал текущий поток во время нормальной работы, верно?
или …
Вы можете использовать более простое и лучшее решение, как указано в ответе на скачок напряжения. Эта схема также может быть построена с использованием полевых МОП-транзисторов. NMOSFET легче найти и дешевле.
смоделировать эту схему
Когда вы впервые подаете напряжение питания с правильной полярностью, полевой МОП-транзистор выключен, напряжения затвора и истока полевого МОП-транзистора не определены.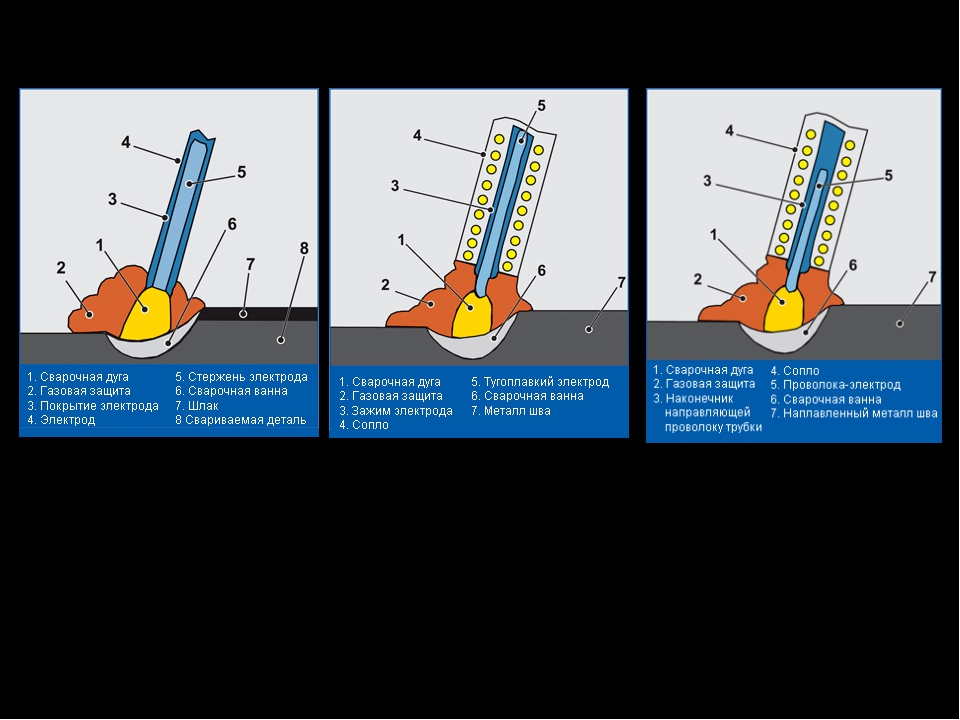 Но поскольку ток сначала будет протекать через смещенный в прямом направлении внутренний диод сток-исток (стабилитрон) полевого МОП-транзистора, напряжение на выводе истока полевого МОП-транзистора будет почти нулевым. После этого первого цикла протекания тока напряжение затвора полевого МОП-транзистора будет выше, чем напряжение его источника. Таким образом, MOSFET включится и закоротит внутренний диод, тогда схема будет работать нормально. Вот как MOSFET позволяет току течь с питанием правильной полярности. Если вы подаете напряжение питания с обратной полярностью, внутренний диод сток-исток будет блокировать прохождение тока, поэтому схема никогда не будет работать.Обратите внимание, что напряжение пробоя полевого МОП-транзистора (VBRDSS) должно быть выше, чем напряжение батареи (например, для ваших нужд может быть достаточно полевого МОП-транзистора 40 В).
Но поскольку ток сначала будет протекать через смещенный в прямом направлении внутренний диод сток-исток (стабилитрон) полевого МОП-транзистора, напряжение на выводе истока полевого МОП-транзистора будет почти нулевым. После этого первого цикла протекания тока напряжение затвора полевого МОП-транзистора будет выше, чем напряжение его источника. Таким образом, MOSFET включится и закоротит внутренний диод, тогда схема будет работать нормально. Вот как MOSFET позволяет току течь с питанием правильной полярности. Если вы подаете напряжение питания с обратной полярностью, внутренний диод сток-исток будет блокировать прохождение тока, поэтому схема никогда не будет работать.Обратите внимание, что напряжение пробоя полевого МОП-транзистора (VBRDSS) должно быть выше, чем напряжение батареи (например, для ваших нужд может быть достаточно полевого МОП-транзистора 40 В).
Расширенная защита переключения мощности и полярности для эффектов
Расширенная защита переключения мощности и полярности для эффектовУлучшенное переключение питания и защита от воздействия полярности
Авторские права 1999 R. G. Keen Все права защищены.
Если вы создаете или ремонтируете эффекты, то уже знаете, что это хороший идея защитить схему в результате воздействия обратного аккумулятор.Хотя многие старые эффекты могут противостоять мгновенному обращению, некоторые более современные компоненты могут быть повреждены, если случайно прикоснуться к аккумулятору неправильно контактирует во время замены. Иногда это незаметное повреждение.
Например, почти все знают, что CMOS и некоторые операционные усилители могут быть
убиты переключением их источников питания. Это происходит потому, что субстрат
Вся микросхема изолирована от схемы диодом с обратным смещением.
Если источники питания перевернуты, этот диод смещен в прямом направлении, и если какой-либо вывод
не ограничивается током менее 20-100 мА, вы можете получить достаточно
ток, чтобы сжечь соединительные провода к этому контакту — и ваш модный операционный усилитель станет
«Диод, излучающий тьму», также известный как «DED». Что
многие люди не знают, что хотя биполярные транзисторы обычно
убит из-за обратного смещения, вы можете навсегда ухудшить шум
производительность малошумящего транзистора усилителя с высоким коэффициентом усиления за счет обратного лавинообразования
своя база-эмиттер хоть раз !! Ты умеешь писать по буквам
«шипение»? Я думал, ты сможешь.
Что
многие люди не знают, что хотя биполярные транзисторы обычно
убит из-за обратного смещения, вы можете навсегда ухудшить шум
производительность малошумящего транзистора усилителя с высоким коэффициентом усиления за счет обратного лавинообразования
своя база-эмиттер хоть раз !! Ты умеешь писать по буквам
«шипение»? Я думал, ты сможешь.
Хорошо, обратная полярность — это плохо. Как это предотвратить? Стандарт
мудрость — использовать диод. Здесь не нужно много сообразительности, и только два способа
делайте это — последовательно и параллельно.Диод, подключенный последовательно к источнику питания,
позволить току проходить только в одном направлении. Если вы поместите диод в + провод,
диод принимает на себя все падение напряжения, если провода питания перепутаны. В
Схема обратного напряжения практически не видит. Проблема в том, что вы платите за
что защита по напряжению. Прямое падение напряжения на диоде вычитается из
каждая батарея, так что новая батарея 9,5 В становится средней 8,8 В для
цепь, которую он питает.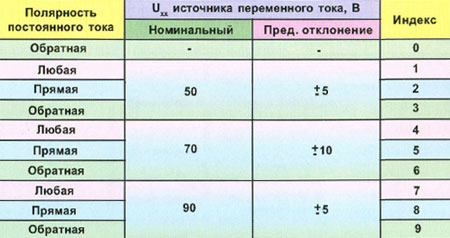 И батарея «изнашивается» 0,6 до 0,7В
тоже рано. Тем не менее, лучше, чем ничего, и вы можете получить особый шоттки
диоды с падением напряжения 0,4 В или германиевые диоды с падением напряжения 0,3 В, если вы работаете
Это.
И батарея «изнашивается» 0,6 до 0,7В
тоже рано. Тем не менее, лучше, чем ничего, и вы можете получить особый шоттки
диоды с падением напряжения 0,4 В или германиевые диоды с падением напряжения 0,3 В, если вы работаете
Это.
Более разумный вариант — поставить диод параллельно с эффектом, чтобы он обратно смещен нормальной полярностью. Когда напряжение меняется на противоположное, диод сильно проводит и ограничивает обратное напряжение не более чем на одном диоде уронить. Вам даже не нужно платить за прямое падение диода при нормальной работе.Ловко, а?
Конечно, когда напряжение обратное, а диод держит обратное напряжение зафиксировано до 0,7 В, диод и аккумулятор вступают в поединок с смерть; батарея настроена довести напряжение до внутреннего напряжение, диод настроен удерживать его. Текущий ток будет часто нагревают батарею 9 В до такой степени, что вы не можете держать ее в руке, и может сгореть и закоротил диод — теперь педаль «дохлая» потому что умер диод и не позволит никакому напряжению достичь нужного направления!
Есть и третий способ. Мы хотели бы использовать современный полупроводниковый переключатель для включения
напряжение включено, когда оно правильное, а не когда оно неправильное. Вот
способ сделать это.
Мы хотели бы использовать современный полупроводниковый переключатель для включения
напряжение включено, когда оно правильное, а не когда оно неправильное. Вот
способ сделать это.
Обрываем линию питания и вставляем MOSFET транзистор. В типичном эффекте при плюсовом питании и минусовой массе обрываем линию питания + и подключите P-канальный MOSFET со стоком к стороне батареи и его истоку. на стороне эффекта, а его затвор подключен к земле с помощью резистора 1M или около того.
«Но погоди!» Я слышал, вы говорите — «MOSFET подключен назад. Источник должен быть более положительным, чем сток, чтобы он работал вправо »
Ну и да, и нет. Если мы подключим MOSFET «правильно»,
источник к батарее и разрядка для эффекта, он действительно включился бы с нормальным
полярность напряжения питания и обеспечивает отличную прямую проводимость. Тем не мение,
в структуре полевого МОП-транзистора есть собственный диод. Есть диод, который
неизбежная часть способа построения полевых МОП-транзисторов, которая эффективно «соединена» своим анодом со стоком полевого МОП-транзистора с P-каналом и его
катод к источнику устройства. Если MOSFET вставлен
«правильно», этот собственный диод будет смещен вперед и проводить
когда источник питания реверсирован, и у нас вообще нет защиты. Если мы
поместите полевой МОП-транзистор «назад», собственный диод смещен вперед
для нормальной полярности и обратного смещения, если источник питания реверсирован. Так
собственный диод работает правильно для защиты. (Более техно ориентированные
среди вас сразу скажут — эй! Вот способ обойти это надоедливое обратное
диод.И да и нет. Работает только при большом повышающем напряжении на затворе.
сток, да и то только в пределах максимального напряжения затвор-исток.)
Если MOSFET вставлен
«правильно», этот собственный диод будет смещен вперед и проводить
когда источник питания реверсирован, и у нас вообще нет защиты. Если мы
поместите полевой МОП-транзистор «назад», собственный диод смещен вперед
для нормальной полярности и обратного смещения, если источник питания реверсирован. Так
собственный диод работает правильно для защиты. (Более техно ориентированные
среди вас сразу скажут — эй! Вот способ обойти это надоедливое обратное
диод.И да и нет. Работает только при большом повышающем напряжении на затворе.
сток, да и то только в пределах максимального напряжения затвор-исток.)
А как насчет напряжения проводимости этого диода? А как работает MOSFET? и и? … и?
Дело в том, что при напряжениях менее одного падения на диоде
сток / исток полевого МОП-транзистора, МОП-транзистор выглядит как резистор, управляемый напряжением.
Если мы сможем включить MOSFET достаточно сильно (то есть до достаточно низкого сопротивления)
тогда на канале сток / исток будет меньшее падение напряжения, чем собственное
диод, и буду проводить весь ток! Падение напряжения будет меньше
диоды — на самом деле, намного меньше, если мы получим большое напряжение включения на этом затворе. За
P-канальный MOSFET, подключенный, как показано на крайней левой схеме, затвор
была НАМНОГО отрицательнее, чем любая точка на канале сток-исток, и поэтому
MOSFET включается настолько сильно, насколько это возможно. Для типичных полевых МОП-транзисторов падение напряжения
через канал сток-исток будет менее 50 мВ. На самом деле я настроил
тестовая схема для нагрузки 50 ма и BS250P, случайно извлеченный из сумки. я
не мог точно измерить падение напряжения на МОП-транзисторе при 50 мА — это было
ну под 1мв! 50 мА — это намного больше, чем потребляет обычная педаль.
За
P-канальный MOSFET, подключенный, как показано на крайней левой схеме, затвор
была НАМНОГО отрицательнее, чем любая точка на канале сток-исток, и поэтому
MOSFET включается настолько сильно, насколько это возможно. Для типичных полевых МОП-транзисторов падение напряжения
через канал сток-исток будет менее 50 мВ. На самом деле я настроил
тестовая схема для нагрузки 50 ма и BS250P, случайно извлеченный из сумки. я
не мог точно измерить падение напряжения на МОП-транзисторе при 50 мА — это было
ну под 1мв! 50 мА — это намного больше, чем потребляет обычная педаль.
============ Обновление 8 октября 2005 г. ========
Читатель обнаружил, что у него наблюдаются потери напряжения на p-канале BS250P.
МОП-транзистор до 150 мВ при 20 мА. Я провел небольшую археологию гаража и обнаружил, что
Фактические устройства, с которыми я тестировал, были помечены как «BSP250»,
не самый доступный BS250P. Оказывается, это имеет значение. В
BSP250 сегодня доступен только в SMD-корпусе SO223. Его техническое описание указывает
Rdson 0,25 Ом. Это приводит к расчетному прямому падению примерно на
12мв.Повторно выполнив свой первоначальный тест, я получил падение напряжения около 1 мВ с моими деталями BSP250.
Видимо, у меня есть кое-что в упаковке ТО-92, которая больше не производится.
Что делать конструктору эффектов?
Ну, вы можете использовать IRFD9024 в четырехконтактном корпусе с шестигранной головкой. Его rdson — это указано на 0,175 Ом, поэтому он должен дать отличные результаты. В пакете ТО-92 есть Supertex VP3203N3 с rdson 0,6 Ом и Fairchild FQPF11P06, rds = 0,175. Все они от 0 долларов.80 и 1 доллар на момент написания этой статьи.
Однако: потеря питания менее 200 мВ — это чертовски опасно.
хорошо по сравнению с 600 мВ кремниевого диода. Может быть, садовый сорт
BS250P или ** дешевый ** Supertex VP2106N3 по цене $ 0,31 отлично подойдет для
ты. Или вы можете потратить еще 0,50 доллара и получить одного из вышеперечисленных супер-исполнителей.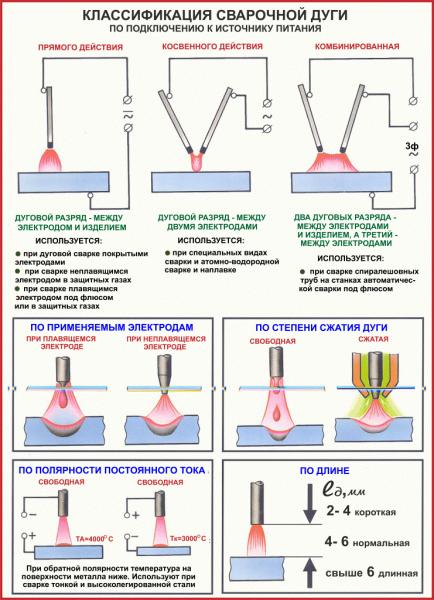
Обратите внимание, что вам, вероятно, следует использовать стабилитрон защиты ворот. Для P-каналы, анод крюка к затвору, катод к источнику.Для N-каналов прикрепите анод к источник, катод к затвору.
=====================================
Когда провода аккумулятора меняются местами, полевой МОП-транзистор действует как разомкнутая цепь, поскольку теперь положительный вентиль не может улучшить канал сток-исток, поэтому есть только протекают токи утечки, а собственный диод имеет обратное смещение. Итак вещь выглядит как почти идеальный выключатель защиты от полярности. Почти ноль падение напряжения в прямом направлении проводимости, ток почти не протекает в обратное направление.
Если у вас есть Fuzz Face или аналогичный PNP, положительный аккумулятор заземлен педали используйте N-канальное устройство, как показано на второй схеме.
Но почему бы не использовать N-канальное устройство в заземляющем проводе отрицательного
эффект земли? Пара причин второго порядка. Это отлично работает с
вид электрического подключения. С практической точки зрения вам нужен MOSFET в
провод от аккумулятора к разъему, чтобы разъем мог обеспечивать переключение питания. Который
затрудняет установку MOSFET, который, в конце концов, является чувствительным компонентом
согласно своему праву.Я решил переключить неназемленную сторону источника питания
потому что это можно сделать со всеми (ха! обе!) частями на плате эффектов
путем вырезания дорожки, где питание поступает на плату, и сращивания
MOSFET и добавление резистора затвора к земле. Это упрощает дооснащение
старые эффекты и сложности монтажа, что провод от батареи к разъему
подарки не приходят.
Это отлично работает с
вид электрического подключения. С практической точки зрения вам нужен MOSFET в
провод от аккумулятора к разъему, чтобы разъем мог обеспечивать переключение питания. Который
затрудняет установку MOSFET, который, в конце концов, является чувствительным компонентом
согласно своему праву.Я решил переключить неназемленную сторону источника питания
потому что это можно сделать со всеми (ха! обе!) частями на плате эффектов
путем вырезания дорожки, где питание поступает на плату, и сращивания
MOSFET и добавление резистора затвора к земле. Это упрощает дооснащение
старые эффекты и сложности монтажа, что провод от батареи к разъему
подарки не приходят.
Модернизация старых педалей: Сначала определите, есть ли (а) положительное заземление педали.
или (b) отрицательное заземление, а также наличие у педали (1) защиты от полярности (2)
последовательный диодный протектор (3) параллельный диодный протектор.Будет ли педаль
положительное или отрицательное заземление определит, нужен ли ему P-канал
MOSFET (педали отрицательного заземления) или N-канальный MOSFET (педали положительного заземления).
Для этого отсоедините аккумулятор от зажима аккумулятора и включите педаль питания. , возможно, подсоединив сигнальный шнур к одному из разъемов, или щелкнув выключатель. Это гарантирует, что выводы аккумулятора правильно подключены к схема. Установив измеритель на шкалу «сопротивления диода», измерьте сопротивление постоянному току относительно земли (внешнее кольцо входного гнезда) от обоих клеммы аккумулятора.Вы должны обнаружить, что один из них показывает нулевое сопротивление. к кольцу входного разъема, а другой либо разомкнут, показывает показания диода, либо ненадолго доходит до нуля, а затем сопротивление возрастает. Тот, который показывает нулевое сопротивление всегда заземлен. Для подавляющего большинства педалей это черный или отрицательный провод.
По большому счету, единственные педали, которые будут иметь красный / положительный провод
заземлены те, которые используют германиевые транзисторы PNP, такие как винтажные или
блоки отдыха Fuzz Face или другие педали, которые, вероятно, широко рекламируются
«германий».
- Чтобы установить педаль защиты от полярности, просто найдите место, где вывод аккумулятора входит в печатную плату. Следуйте по дорожке печатной платы немного до плату, пока не найдете место, где след достаточно велик, чтобы припаять к нему и не заслонены тесно связанными выводами компонентов. соскребите чистое место на поводок длиной около 1/8 дюйма, затем сделайте два надреза поперек провода посередине чистое пространство очень близко друг к другу. Соскребите полоску меди между два разреза, чтобы гарантировать, что разрез не перекрывается припоем.Припаиваем MOSFET вниз, исток на стороне схемы и сток на стороне батареи. потом припаяйте резистор 1M 1 / 4W от затвора MOSFET к удобной точке заземления. Осмотрите свою работу, убедившись, что полевой МОП-транзистор и резистор 1M лежат ровно. против платы, не закорачивая других следов. Когда все будет хорошо, попробуйте педаль. Если это сработает, все готово.
- Педаль с последовательной диодной защитой еще проще. Последовательный диод может
оставаться на месте параллельно с полевым МОП-транзистором, потому что полевой МОП-транзистор будет
«закоротить» диодное падение.Найдите место, где аккумулятор
линия выходит на плату и следуйте по дорожкам цепи, пока не дойдете до
диод защиты серии. Когда вы его найдете, сформируйте выводы MOSFET и
припаиваем сток к выводу диода со стороны батареи, исток к выводу
стороны цепи диода, затем подключите резистор 1M до удобного
наземное расположение от вывода затвора MOSFET. Опять же проверьте свою работу, убедитесь
что вы не создаете других проблем с случайными шортами, и попробуйте
из.
- Необходимо удалить параллельный защитный диод. Проследите связь с вывод батареи к диоду. Отпаяйте или вырежьте диод. Теперь относитесь к этому как если бы это была педаль без защиты, подключите полевой МОП-транзистор к источнику питания линия.
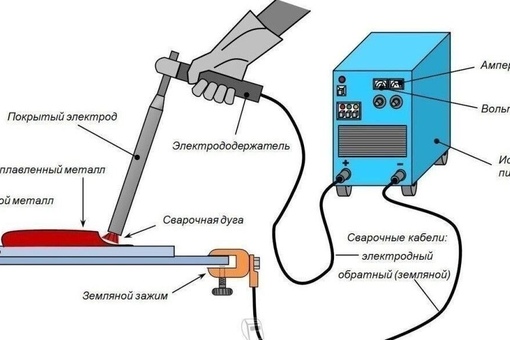 Последовательный диод может
оставаться на месте параллельно с полевым МОП-транзистором, потому что полевой МОП-транзистор будет
«закоротить» диодное падение.Найдите место, где аккумулятор
линия выходит на плату и следуйте по дорожкам цепи, пока не дойдете до
диод защиты серии. Когда вы его найдете, сформируйте выводы MOSFET и
припаиваем сток к выводу диода со стороны батареи, исток к выводу
стороны цепи диода, затем подключите резистор 1M до удобного
наземное расположение от вывода затвора MOSFET. Опять же проверьте свою работу, убедитесь
что вы не создаете других проблем с случайными шортами, и попробуйте
из.
Последовательный диод может
оставаться на месте параллельно с полевым МОП-транзистором, потому что полевой МОП-транзистор будет
«закоротить» диодное падение.Найдите место, где аккумулятор
линия выходит на плату и следуйте по дорожкам цепи, пока не дойдете до
диод защиты серии. Когда вы его найдете, сформируйте выводы MOSFET и
припаиваем сток к выводу диода со стороны батареи, исток к выводу
стороны цепи диода, затем подключите резистор 1M до удобного
наземное расположение от вывода затвора MOSFET. Опять же проверьте свою работу, убедитесь
что вы не создаете других проблем с случайными шортами, и попробуйте
из. Подходящие полевые МОП-транзисторы: BS250P для P-канала и BS170 или 2N7000 для N-канала. Они будут стоить от 0,50 до 0,75 доллара каждый. Будьте уверены и соблюдайте статическую безопасность
меры предосторожности с этими вещами, поскольку они довольно чувствительны, пока не попадут в
схема.
Они будут стоить от 0,50 до 0,75 доллара каждый. Будьте уверены и соблюдайте статическую безопасность
меры предосторожности с этими вещами, поскольку они довольно чувствительны, пока не попадут в
схема.
Только сегодня я получил письмо от человека, который хочет использовать четыре МОП-транзистора в мост, чтобы эффекты нечувствительны к полярности батареи. Мост устроен чтобы любое подключение батареи выходило прямо на плату эффектов, как и мостовой выпрямитель с диодами, но практически без потери напряжения. Это тоже работает, и является одним из примеров использования полевых МОП-транзисторов в качестве синхронных выпрямителей . О единственный недостаток в том, что теперь вам нужно использовать четыре полевых МОП-транзистора и резистора, чтобы получить направление проводимости правильное, и вы можете не захотеть платить за это, если MOSFET защитит вас.
Так что защищайте эти педали !!
Защита от обратной полярности — Circuit Cellar
Много лет назад один старый инженер дал мне ценный совет, предположив, что распространенная ошибка, которую мы совершаем, пытаясь сделать наши конструкции надежными, — это недооценивать изобретательность дураков. Одна из самых простых вещей, которые мы можем сделать, чтобы помешать этим изобретательным дуракам, — это предотвратить неправильное подключение питания к нашей цепи. Я бы порекомендовал вам учитывать это для всех ваших проектов, даже если существует лишь самая незначительная вероятность того, что может произойти обратная полярность.
Допустим, у нас есть схема, питаемая от двух элементов AA, которая потребляет до 100 мА и работает в диапазоне от 3,0 В до 2,0 В, что примерно соответствует тому, что мы можем ожидать в течение срока службы батареи. Наша схема не выдерживает обратного подключения батарей, поэтому мы можем быть уверены, что рано или поздно кто-то сделает именно это. Как мы можем защитить схему?
Самый простой способ — подключить диод последовательно к источнику питания. Как показано слева на Рисунок 1 ниже. Это работает хорошо, но прямое падение напряжения на диоде будет равно 0.7В — 1.0В. Это падение составляет 25% или более от доступного нам напряжения, когда батареи полностью заряжены, и до 50%, если батареи подходят к концу. Это явно неэффективно. Должен быть способ получше.
Это явно неэффективно. Должен быть способ получше.
Мы всегда можем заменить стандартный диод диодом Шоттки с типичным прямым падением в диапазоне 0.2В — 0,5В. Это намного лучше, но все же снижает нашу эффективность до 25% по мере того, как клетки достигают конца своей жизни.
Еще один изящный подход — использовать полевой МОП-транзистор с P-каналом, как показано справа на рис. 1 . Когда питание подается с правильной полярностью, основной диод полевого МОП-транзистора будет проводить, переводя клемму источника на один диод ниже напряжения питания. Затем MOSFET включится, закорачивая диод, поскольку затвор теперь находится под более низким напряжением, чем источник.
Если приложено обратное напряжение, основной диод будет смещен в обратном направлении, а полевой МОП-транзистор будет отключен, так как его напряжение затвора выше, чем напряжение его источника, и обратные токи не будут протекать.
В нормальном режиме работы падение напряжения на полевом МОП-транзисторе будет определяться сопротивлением в открытом состоянии, которое обычно составляет всего несколько десятков или сотен миллиомов. В приведенном выше примере MOSFET RQ5A030AP упадет менее чем на 10 мВ при 100 мА. Отлично.
Вам следует проверить номинальное напряжение сток-исток и затвор-исток полевого МОП-транзистора, чтобы убедиться, что выбранный вами полевой МОП-транзистор работает в безопасном диапазоне.В этом случае МОП-транзистор может выдерживать напряжение сток-исток -12 В и напряжение затвор-исток -8 В, так что у нас все хорошо. Мы также должны быть уверены, что порог затвор-исток нашего полевого МОП-транзистора достаточно низкий, чтобы он включился с минимально вероятным входным напряжением. Опять же, таблица предполагает, что у нас все будет в порядке, поскольку порог V GS составляет -1 В, а при 2,0 В мы находимся в пределах области насыщения.
Спонсируйте эту статьюЭндрю Левидо ([электронная почта защищена]) получил степень бакалавра электротехники в Сиднее, Австралия, в 1986 году.Прежде чем перейти на руководящие должности, он несколько лет работал в сфере НИОКР в компаниях, производящих силовую электронику и телекоммуникации. В свободное время Эндрю проявлял непосредственный интерес к электронике, особенно к встроенным системам, силовой электронике и теории управления. За эти годы он написал ряд статей для различных изданий по электронике и время от времени предоставляет консультационные услуги, если позволяет время.
Защита от обратной полярности в автомобильном дизайне
Когда они забрали его, Клайд понял, что отказавшись от этой защиты FET, вы сэкономите 0 долларов.35 был неудачным дизайнерским решением. (Предоставлено Autoevolution)
Электроника и автомобили имеют давнюю историю: автомобильные радиоприемники начали появляться в 1930-х годах, а первое электронное зажигание было испытано Delco Remy в 1948 году. Темпы роста ускорились в середине 1980-х годов с появлением первого электронного двигателя — блоки управления, а теперь электронные компоненты составляют около 35% от общей стоимости автомобиля.
Практически все электронное оборудование в автомобиле полагается на аккумулятор в качестве основного источника энергии и, следовательно, должно быть защищено от ряда сбоев, связанных с аккумулятором.Подключение с обратной полярностью — одно из таких событий, которое может произойти при установке новой батареи, повторном подключении оригинальной батареи после ремонта или во время запуска от внешнего источника.
Для защиты от возможных аварий все автомобильные электронные модули включают схемы для защиты от подключений с обратной полярностью. В этой статье мы рассмотрим наиболее распространенные схемы и их рабочие характеристики.
Стандартные тесты обратной полярности
Электронные модулидолжны пройти серию строгих квалификационных испытаний, чтобы быть допущенными к использованию в автомобилях.Наиболее распространенный тест обратной полярности определяется стандартом ISO 16750-2. Для 12-вольтовых систем модуль должен выдерживать –14 В на входе V BAT в течение 60 секунд без повреждений. Для систем на 24 В тест требует –28 В в течение 60 секунд.
Но это только часть истории. Несмотря на то, что схема обратной полярности не предназначена для защиты от других типов перенапряжения, она также должна выдерживать отрицательные электрические импульсы, требуемые другими стандартными испытаниями, такими как ISO 7637-2, который регулирует кондуктивные электрические переходные процессы.Испытательный импульс 1 ISO 7637-2 имитирует переходные процессы, вызванные отключением батареи от индуктивной нагрузки, и достигает –100 В. Испытательный импульс 3a имитирует переходные процессы переключения и распространяется до –150 В.
Существуют различные варианты защиты последующих цепей от обратной полярности. Конечно, ISO — не единственная организация по стандартизации. В Японии действуют стандарты JASO, а у основных производителей автомобилей есть собственные квалификационные тесты, но в большинстве случаев они аналогичны стандартам ISO.
Диодная защита
Самая простая схема защиты — диод, включенный последовательно с батареей (рис. 1) . Как обсуждалось ранее, напряжение обратного пробоя последовательного защитного диода должно быть не менее 150 В, чтобы соответствовать требованиям ISO7637-2.
1. Стандартный диод, включенный последовательно с линией аккумулятора, является самой простой схемой; Диод Шоттки с его более низким прямым напряжением является предпочтительным решением (любезно предоставлено TI)
В нормальных условиях диод смещен в прямом направлении.В условиях обратной батареи диод становится смещенным в обратном направлении, и ток не течет.
Этот подход чрезвычайно прост, но имеет два основных недостатка. Обычный диод имеет прямое падение напряжения 0,7 В, что снижает напряжение на нагрузке. Это может быть проблемой при определенных условиях, например, при холодном запуске при слабой батарее. Кроме того, из-за этого падения страдает эффективность любой силовой схемы после диода (например, повышающего преобразователя).
Чтобы свести к минимуму эти недостатки, во многих конструкциях используется диод Шоттки, который имеет меньшее падение прямого напряжения, чем стандартный диод, но более дорогой.Падение прямого напряжения Шоттки немного увеличивается с увеличением тока; типичное автомобильное устройство может давать потери мощности от 2% до 3%. Если рассеивание мощности через один диод слишком велико, несколько диодов могут быть подключены параллельно.
Защита MOSFET
МОП-транзистор — лучшая альтернатива диоду. Прямое напряжение в открытом состоянии в MOSFET зависит от его r DS (ON) , что дает падение напряжения r DS (ON) × I LOAD , что намного меньше, чем у диода Шоттки.
Недостатком является то, что полевой МОП-транзистор является трехконтактным и более дорогим, чем диод. Кроме того, для включения полевого транзистора необходимо подать соответствующее напряжение на затвор, что может быть проблемой в зависимости от полевого транзистора и схемы.
P-канальный МОП-транзистор
2. МОП-транзистор с p-каналом представляет собой простую альтернативу диоду. Напряжение затвора подключено к отрицательной клемме аккумулятора, чтобы дать отрицательный VGS и включить устройство при подаче питания от аккумулятора.(Предоставлено TI)
Самый простой вариант MOSFET — использовать p-канальное устройство в линии батареи (рис. 2) . Преимущество использования полевого МОП-транзистора с каналом p-типа заключается в том, что он не требует схемы драйвера. PFET включается подачей отрицательного напряжения затвор-исток (V GS ). Подключив штырь затвора к земле, устройство будет полностью включено, когда батарея подключена нормально.
Как и все полевые МОП-транзисторы, полевой транзистор содержит внутренний диод, который в данной конфигурации смещен в прямом направлении.При первом включении питания от батареи внутренний диод в корпусе будет проводить до тех пор, пока канал не включится и не закоротит диод. В условиях обратной полярности корпусный диод имеет обратное смещение, и напряжение V GS будет положительным, отключая устройство.
Устройства с P-каналом более эффективны, чем устройства с n-каналом, особенно в условиях высокого тока нагрузки и низкого напряжения, которые часто возникают во время старт-стопа или холодного запуска.
N-канальный МОП-транзистор
В полевом транзисторе ток протекает через дырки, а не через электроны.Подвижность дырки примерно вдвое меньше, чем у электрона; следовательно, n-канальное устройство будет иметь половину r DS (ON) эквивалентного p-канала.
Другими словами, PFET примерно в два раза больше NFET для достижения того же импеданса. Поскольку стоимость зависит от размера кристалла, PFET также стоит дороже при аналогичной емкости. Современный NFET может достичь r DS (ON) около 3 мОм, что приведет к потерям мощности 0,5% или меньше. Кроме того, доступно большое количество разнообразных устройств.
3. n-канальный полевой транзистор в обратном тракте также является простым решением, но может привести к сбоям в работе чувствительных датчиков (любезно предоставлено TI)
Существует два способа использования NFET в схеме защиты от обратной полярности. Проще всего его можно подключить к заземляющему тракту (рис. 3) . Работа аналогична работе PFET; поскольку затвор подключен к линии батареи, в схеме драйвера нет необходимости.
Как и раньше, на полевом транзисторе видно напряжение r DS (ON) × I LOAD , что повышает контрольную точку заземления для всех внутренних цепей.Это может быть проблемой, потому что многие автомобильные датчики и переключатели используют местное заземление в качестве эталона, что может вызвать ошибку измерения или неисправность.
Чтобы избежать этой возможности и использовать NFET в линии батареи, необходимо добавить схему возбуждения, чтобы поднять напряжение затвора выше напряжения батареи и включить устройство.
Дискретное решение — вариант, но часто проще объединить дискретный NFET со специализированным контроллером IC (рис. 4) . Эта комбинация имитирует идеальный диодный выпрямитель при последовательном подключении к источнику питания.TI LM74610-Q1 — одно из таких устройств.
4. Контроллер и n-канальный полевой МОП-транзистор в линии батареи имитируют «идеальный» выпрямитель. (Предоставлено TI)
Добавление дискретного или интегрированного управления затвором немного увеличивает сложность, но обеспечивает превосходные характеристики по сравнению с PFET или диодом Шоттки. В приложениях с высокой мощностью это также устраняет необходимость в диодных радиаторах или больших тепловых медных участках на печатной плате.
Во время работы напряжение на истоке и стоке MOSFET постоянно контролируется анодными и катодными выводами контроллера.Внутренняя накачка заряда обеспечивает управление затвором для внешнего МОП-транзистора, но включается только тогда, когда она накапливает энергию во внешнем конденсаторе накачки заряда V CAP . Эта накопленная энергия используется для управления затвором полевого МОП-транзистора.
Прямая проводимость в основном осуществляется через полевой МОП-транзистор. Основной диод проводит только во время работы подкачки заряда, примерно в 2% случаев.
В любой цепи, в которой используется переключение, потенциальное беспокойство вызывает электромагнитные помехи.