отличия и как выбрать для инвертора
На чтение 8 мин. Просмотров 5.6k. Опубликовано
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и . Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
 Прямая и обратная полярность.
Прямая и обратная полярность.В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
[box type=”fact”]По своей сути ток представляет собой движение заряженных частиц – электронов. Они двигаются от отрицательного полюса к положительному – это классика. Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.[/box]Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.
Обратная полярность

Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично. Иначе вы получите прожог;
- отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
Как выбрать правильную полярность
[box type=”info”]Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.[/box]Но если вы работаете с разными и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
 Постоянный и переменный ток сварки.
Постоянный и переменный ток сварки.Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
[box type=”fact”]А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.[/box]Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого . Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
что это такое, описания и примеры
При осуществлении соединения элементов конструкций сваркой, их монтаже и ремонте одним из вариантов является использование постоянного тока. Немаловажным фактором служит правильная настройка применяемой аппаратуры. Чтобы это осуществить, следует четко понимать, что такое прямая и обратная полярность при сварке.
Выбор зависит от поставленной задачи, которую необходимо решить. Полярность применительно к оборудованию означает один из вариантов его использования. Полярность при сварке влияет на протекание физических процессов во время производственного процесса. При переключении на другой вариант ток начинает течь в ином направлении, и сварка будет осуществляться по-другому. Это понятие во многом имеет отношение к сварке, осуществляемой с инвертором.

Дуговая сварка — режимы полярности
Для соединительных операций сваркой обычно находит применение ток неизменного значения. Имеется возможность выбирать, как будет осуществлена сварка постоянным током — обратной или прямой полярности.
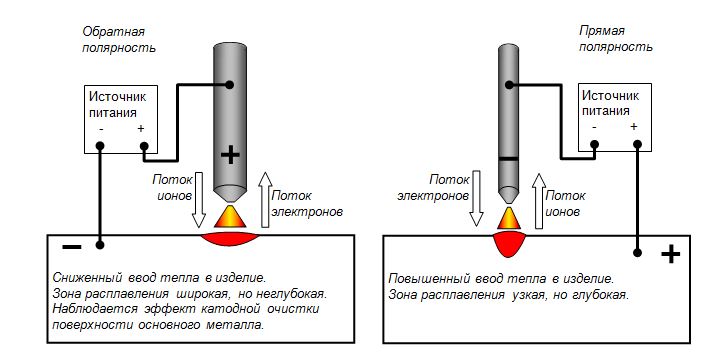
Установка, предполагающая полярность прямую, позволяет качественно сваривать детали, обладающие немалой толщиной. Сварка током обратной полярности помогает избежать такого трудно исправляемого дефекта, как прожег, часто появляющегося, когда сварке подлежат тонкие металлические листы. Режим, предполагающий применение переменного тока, применяют исключительно редко, поскольку производительность прохождения процесса резко снижается.
При сварке ручным методом выбор режима, в частности, заключен в том, что имеется возможность устанавливать разную полярность, подключая соединение и электрод к разным клеммам, находящимся на лицевой стороне аппарата. Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.

Прямой вариант означает противоположное включение. Тогда интенсивнее электрода начинают плавиться детали соединения, что является преимуществом при сварке толстых элементов конструкции. Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Три составные части дуги: столб, область анодная и область катодная. При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде — катодным.
Столб — это плазма, разогретая до сверхвысокой температуры. Энергия тепла в дуге выделяется неравномерным образом. Электроны, достигшие анода, отдают ему собственную энергию. На этом месте появляется анодное пятно, разогретое в значительной степени. Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Полярность при сварке постоянным током имеет два варианта. Это находится в зависимости от способов подключения. Они являются противоположными. Для получения прямого вида к изделию подсоединят «плюс», а к стержню с обмазкой — «минус». Для получения обратной делают все противоположным способом.
Если процесс происходит с неизменным током при установке прямого варианта, электрод начинает нагреваться медленнее, чем свариваемый металл. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
При распространенном виде процесса — дуговой сварке, существенную роль играют различные параметры, такие как выбранный диаметр электрода, его тип и марка, напряжение на сварной дуге, скорость сварного процесса, положение шва. Одним из самых важных параметров является полярность сварки.

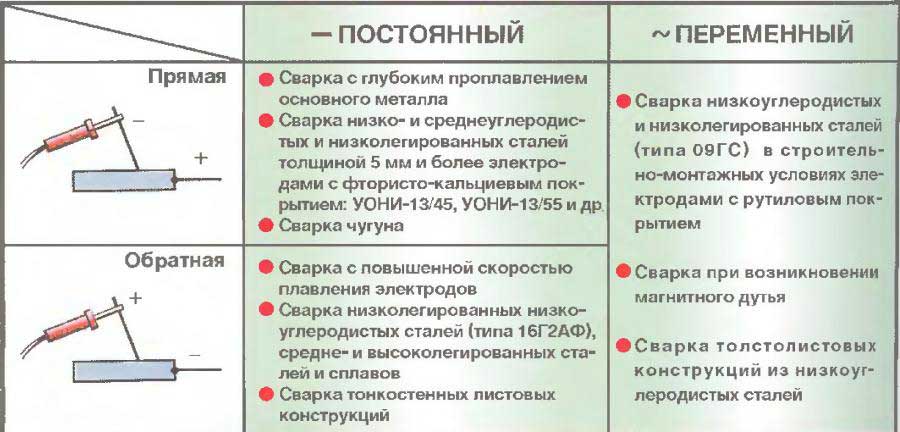
Род тока, который применяется в дуговой сварке, делится на два вида. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.
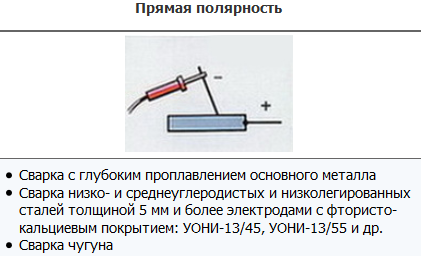
Прямой вариант используют, когда предстоит сварка чугунных изделий или требуется глубокий проплав металла. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Полярность влияет на внешний вид шва — его габариты и конфигурацию. При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
Отличия режимов при сварке
Сварка прямой и обратной полярности обладает существенными различиями. Прямая полярность при сварке обладает нюансами, которые рекомендуется принимать к сведению:
- значительную глубину;
- небольшую ширину шва;
- такие подключения осуществляются для сварки металлических изделий из металла, имеющих толщину не менее трех миллиметров;
- вольфрамовые стержни используют для деталей, изготовленных из цветных металлов;
- стабильность горения дуги;
- быстрая расплавка электродов;
- разбрызгивание увеличивает расход электродов.
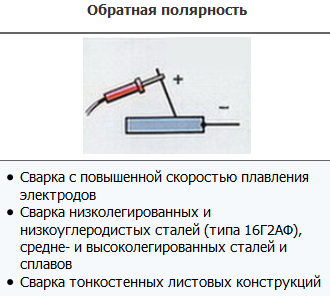
Обратный вариант применяют тогда, когда предполагается уменьшить риск появления серьезных дефектов, приводящих к отбраковке. Такой вид также имеет смысл применять, когда сварке подлежат детали, предназначенные для ответственных конструкций. Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.
Также имеет смысл ее использовать, когда сварке подлежат две стальные детали, обладающие разной степенью легированности. Подобные соединения обладают повышенной чувствительностью к лишнему перегреванию. Обратный способ используют, когда сварка происходит под защитой инертными газами.

Обратная полярность при сварке обладает в свою очередь такими особенностями:
- обратная полярность при сварке постоянным током создает соединение не чересчур глубоким, но зато широким;
- качество будет не таким высоким, если использовать обратный способ при сварке не тонких деталей;
- при обратном варианте нельзя применять виды стержней, обладающих повышенной чувствительностью к перегреванию;
- при снижении силы тока могут возникнуть скачки дуги и, соответственно, снижение прочности соединения.
При подключении аппарата к обычной сети, обеспечивающей ток переменного значения, надо использовать стержни с рутиловой оболочкой вследствие отсутствия у них зависимость от полярности. В этом случае допустимо применение любого варианта.
Что влияет на выбор
Прямая или обратная полярность при сварке выбирается сварщиком в первую очередь в зависимости от поперечных габаритов металла, подлежащего сварке. Когда она является значительной, массу на приборе следует подключать к плюсовой клемме, а электрод — к минусовой. Значительная температура на толстых элементах основательно прогреет металл в рабочей зоне. Это будет способствовать более глубокой величины провара. Сварной шов получится прочным и качественным.
Оправдывать себя будет обратная полярность при сварке тонкостенных металлических изделий. Это объясняется тем, что анодное пятно образуется на электроде, что устраняет угрозу пережога тонких деталей конструкции.
Прямая или обратная полярность в сварке выбираются также в зависимости от вида и типа металла, из которого изготовлены детали будущей конструкции. К примеру, полярность при сварке нержавейки или чугуна для получения надежного соединения должна быть обратной. Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
Прямая полярность при сварке применяется, когда предстоит соединять детали из алюминия. При этом пленка, которая покрывает цветной металл, от сильного нагревания расплавляется, и не является больше препятствием для образования правильного шва.
Один из критериев выбора режима — металл, применяемый в качестве покрытия стержня. Электроды, имеющие угольное покрытие, при использовании обратного варианта нагреваются быстро и разрушаются также быстро. Проволока, в которой покрытие отсутствует, хорошо себя проявляет при прямом способе.
Методика сварки должна быть описана в сопроводительной документации на соединение. Также имеются справочники, в которых содержатся необходимые сведения. Опытные сварщики могут руководствоваться своей практикой, чтобы сделать грамотный выбор полярности.
Влияние полярности на сварку
Полярность тока оказывает влияние на такие важные факторы, как глубина проплавления, качество сварного соединения и химический состав получившегося шва. Что сделать правильную установку надо четко понимать, что такое сварка током обратной полярности и что такое сварка током прямой полярности.
Термическими нюансами варианта с обратной установкой являются то, что после того, как произошло зажигание дуги, начинается появление анодного и катодного пятен. Разница температур у них является вполне впечатляющей — до 800°С. Выше температура у анодного пятна. Такое значительное количества тепла является положительным моментом для процесса, основанного на расплавления материалов с целью их дальнейшего соединения. Таким образом, обратная сварка по определению обеспечивает получение лучшего сварного шва.
При сварке с помощью постоянного тока в режиме прямой полярности металл электрода имеет скорость сгорания на 20-40% выше, чем в режиме обратной, что является недостатком метода. При работе с переменным током установка полярности никакой роли не играет. От подключения полюсов зависит форма и размеры сварного шва, что является немаловажным обстоятельством.
Достоинства и недостатки двух методик
Разные виды подключения оказывают различное влияние на процесс сварки. Нюансами сварки обратным током являются:
- тепловая энергия поступает в большем количестве на изделие, чем на стержень с обмазкой;
- существенный разогрев гарантирует глубокую проплавку, что является важным для получения качественного шва;
- плавление электрода происходит в медленном темпе, что не требует его частой замены;
- значительно снижается степень разбрызгивания металла и возникновения дефектов вследствие этого.
Прямая полярность тока при сварке имеет следующие нюансы:
- заготовленные для сваривания детали нагреваются минимально;
- электрод быстро плавится, что приводит к необходимости его частой замены;
- происходит значительное разбрызгивание раскаленного металла.
Из сравнения видно, что обратная сварка обладает большим количеством преимуществ. Однако большинство производителей электродов дают свои рекомендации по применению конкретных видов этих изделий и указывают их на этикетке или в сопроводительной документации на товар.
Сварка полуавтоматом
Такой вид осуществления сварочного процесса является очень популярным и имеет много достоинств. Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
При полуавтоматической сварке происходят некоторые изменения. Держак с электродом подключают на плюс, и массу на минус. Так делают для того, чтобы применяемый для этого способа флюс полностью выгорел. Тогда сварочный процесс происходит внутри газообразного облака. Металл меньше разогревается, а разбрызгивание раскаленного металла станет минимальным.
Сварка инвертором
Инвертор — это устройство, пришедшее на смену широко применяемым ранее трансформаторам. Он обладает меньшим весом и компактностью. Еще одно преимущество перед трансформаторами — меньшее разбрызгивание раскаленного металла. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Инвертор представляет собой прибор, обладающий определенными характеристиками, которые позволяют осуществлять с его помощью работы по сварке с применением различных технологий. Помимо всех основных характеристик, присущим обычным трансформаторам, инверторы обладают дополнительными, которые делают использование этого прибора более удобным и значительно расширяет их технические возможности. Инверторы могут применяться в промышленности и при сварочных работах в домашних условиях.

В комплект инвертора входят два кабеля. Первый их них заканчивается держателем, предназначенным для электрода. Второй — зажимом в форме прищепки для закрепления на детали. Одно из основных преимуществ — возможность установки при сварке инвертором прямой и обратной полярности.
Инвертор, по сути, представляет собой прибор, преобразующий переменный ток из розетки в ток постоянный. Конструкция устройства предполагает наличие металлического корпуса, на котором для осуществления охлаждения установлены вентиляционные решетки. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
На лицевой стороне находится защита от перегрева — специальный индикатор, который срабатывает при превышении установленной температуры. С помощью маховика осуществляется плавная регулировка сварочного тока в диапазоне 10-180 В.
Как происходит сварка инвертором
Основой инверторной сварки является классический принцип, заключающийся в том, что сваривание может осуществиться при наличии высокой температуры от появившейся сварной дуги.
От контакта электрода с поверхностью изделия образуется сварная дуга. Под влиянием высокой разогретости стержень с обмазкой и часть детали, находящаяся в процессе, плавятся, следствием чего является образование сварочной ванны. Часть обмазки электрода переходит в газообразное состояние, защищающего ванну от вредоносного действия кислорода. Жидкая составляющая расплавленной обмазки располагается поверх металла, находящегося в жидком состоянии, защищая его.

Остывая, жидкая обмазка образует шлак, который находится снаружи шва. Его удаляют постукиванием молотка. Важным обстоятельством для получения хорошего шва является непрерывность горения дуги. Для этого необходимо следить за постоянством длины дуги, то есть расстоянием между деталью и электродом. Это обеспечивается одинаковой скоростью, с которой электрод подается в зону сваривания. Следует стараться электрод вдоль наплавленного валика вести ровно, не отклоняясь.
Для того, чтобы при сваривании при помощи инвертора появилась дуга между электродом и деталью их металла, их необходимо подключить к разным полюсам. Разница в режимах состоит в том, куда будет подключен электрод на минус или на плюс. Правильный выбор зависит, в частности, от толщины свариваемых деталей и других факторов.
Прямую и обратную полярность при сварке постоянным током иначе называют «электрод-отрицательной» и «электрод-положительной». Такие названия более понятны и отражают варианты подключения электрода к плюсу или к минусу. Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Каждый сварочный аппарат имеет гнезда, в которые подключают кабель от держателей, функцией которых является зажим электродов. Их также иначе называют массой.
Сварка масса плюс или минус означает, что куда цеплять массу при сварке, то есть, — к какому полюсу будет подключен кабель от держателя с закрепленным в нем электродом, такая и будет получена полярность. Для получения прямой полярности кабель держателя следует подключать к положительной клемме, а для получения обратной полярности кабель держака с электродом подключают к отрицательной клемме.
Держак инвертора
При установке плюса или минуса при сварке держак следует подобрать правильно и держать его удобным способом. Чтобы имелась возможность свободно манипулировать рукой для управления инвертором при сварке, рекомендуется правильно размещать держак, в котором закрепляется электрод.
Существует несколько видов держаков:
- Прищепка. Это самый распространенный, удобный и дешевый вариант. В зависимости от конструкции она бывает пружинной и рычажной.
- Вилка-трезубец. В ней можно удерживать электрод любого диаметра. Такое устройство можно изготовить самостоятельно.
- Цанга. Зажимает крепко, имеет большой срок службы. Находит применение при сварке конструкций, имеющих повышенную значимость.
- Держатель безогарковый. Металлический штырь 1 вмонтирован в цилиндрическую рукоятку 2. Фиксация электрода обеспечивается его привариванием к штырю.
- Винтовой. Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.

При сварке с помощью инвертора рекомендуется кабель держака обернуть вокруг части руки, расположенной между локтем и кистью. После этого взять держак в руку. Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Выбор инвертора и его эксплуатация
Прямое и обратное подключение сварочного инвертора является функцией любого агрегата этого типа. Кроме этого аппарат должен обладать дополнительными свойствами:
- антиприлипание;
- горячий старт;
- возможность работы с постоянным и переменным током;
- работа в помещении с повышенной влажностью;
- защита от перегрева;
- индикация в цифровом виде.
Помимо этого следует тщательно подойти к грамотному выбору электродов для конкретного вида сварочного соединения. При покупке нет смысла интересоваться у продавца или искать в сопроводительной документации ответ на вопрос «Можно ли менять полярность на сварочном инверторе?». Такой функцией обладают все имеющиеся модели инверторов.
Для нормального функционирования прибора надо перед началом сварочных манипуляций производить его осмотр. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
Необходимо также провести внутреннюю чистку аппарата. Для этого придется снять кожух, чтобы получить доступ к внутренним узлам. Чтобы не навредить содержимому, чистку от пыли и грязи следует проводить струей сжатого воздуха. Отдельно проводится контроль состояния клемм, подключение к которым определяет полярность при сварке инвертором. При обнаружении на них окисления его удаляют наждачной бумагой мелкой зернистости.
Перед началом процесса сварки необходимо произвести подготовительные работы. В их число входит очистка и обезжиривание деталей, подлежащих соединению. Затем необходимо выставить на аппарате необходимые режимы. В частности, необходимо проанализировать, какая полярность подключения сварочного инвертора подойдет для осуществления конкретного вида сварки. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Работа с применением инвертора на постоянном токе возможна только при двух вариантах настройки, которые регулируют направление, в котором будет двигаться электроны.
Прямая полярность при сварке инвертором предполагает, что подключение «минуса» произошло к электроду, а «плюса» — к металлической детали. Такой режим необходим для увеличения глубины сварного шва при соединении заготовок, обладающих большой шириной.
Обратная полярность при сварке инвертором означает, что электрод при выставлении необходимого режима был подключен к «плюсу», а металлическая деталь, соответственно, к «минусу».
Если во время рабочей смены ставится задача сваривания разных соединений, то для того, чтобы изменить режим достаточно поменять подключение к необходимым клеммам, что является не просто простым действием, а очень простым, осуществляемым вручную. Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Грамотно выбранная полярность на сварочном инверторе зависит от следующих обстоятельств:
- Толщина деталей. При подсоединении, обеспечивающем прямую полярность, деталям достается основной нагрев. Ширина шва получается довольно глубокой. Для тонких деталей это не годится, поскольку может образоваться дефект в виде прожига, который не всегда можно ликвидировать. Поэтому для сварки тонких листов целесообразно применять обратный вариант.
- Вид материала свариваемых деталей. При сварочных работах приходится иметь дело с различными металлами и сплавами, которые обладают разными свойствами. К примеру, к среднеплавким металлам относится часто применяемый в конструкциях алюминий. Ему подойдет прямое включение. Перегревать нержавеющую сталь не стоит, поэтому для нее выбирают обратное подключение. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
- Тип электрода. Все электроды имеют покрытие, которое при сгорании вытесняет воздух, препятствуя возникновению такого дефекта, как поры. При выборе режима необходимо учитывать совместимость режима с видом покрытия. Например, если применяют при сварке электроды с угольным покрытием, то обратная сварка не является подходящим вариантом.
Сложным случаем является, когда электрод и заготовки обладают характеристиками, которые требуют противоположных настроек. Тогда выбор полярности сварки — обратной или прямой потребует компромиссного решения. В качестве дополнительных мер принимается регулировка тока и скорости сварочного процесса. Такое решение под силу сварщикам, обладающим большими навыками, а начинающим работникам следует с ними посоветоваться. Выбор режима должен быть указан в технологической карте на производственный процесс.
Выбор электродов
При выборе электродов, предназначенных для сварки с помощью инвертора, необходимо иметь в виду, что на него будет оказывать влияние марка и вид материала, из которого изготовлены детали изделия. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
К критериям выбора электродов относится то, какой должен быть вид стержня — плавящийся или неплавящийся. Плавящиеся представляют собой стержни со специальной обмазкой, назначением которой является создание зоны защиты и повышения стабильности горения дуги. Такой вид находит применение при дуговой сварке. Неплавящиеся электроды используются при сварках под защитным газом, в частности аргоном.

На выбор электродов также оказывает влияние режим полярности. Полярность электродов подразумевает, к какой клемме следует подключить стержень с обмазкой, чтобы был осуществлен выбранный режим. Электроды при обратной полярности подсоединяют к клемме, имеющей обозначение «плюс».
Современные популярные марки электродов из существующего их рейтинга обладают при применении совместно с инвертором такими преимуществами:
- простота выполнения производственного процесса сварки;
- получение хорошего шва соединения различных форм и размеров;
- отделяемость образовавшегося шлака, не составляющая большого труда;
- возможность сваривать даже детали с коррозией;
- безопасность для сварщика.
Выбор диаметра зависит от толщины элементов изделия, подлежащих сварке. При этом существует прямая зависимость. Чем более толстые детали, тем больший диаметр электродов следует выбирать для сварки деталей конструкции. Электроды совсем маленького диаметра используют для закрепления прихваток — небольших поперечных швов для фиксации соединяемых деталей.
Покрытия стержня электрода могут носить разный характер. Они условно разделены на 4 категории. Первая из них так и называется — основной и является наиболее распространенной. Такой вариант выбирают при желании получить соединение, обладающее высоким качеством, механической прочностью, пластичностью, устойчивостью к образованию трещин. Вариант вполне годится для ответственных конструкций и в дальнейшем использовании соединения в суровых климатических условиях.
Наиболее популярной маркой электродов с рутиновым покрытием является МР-3. Они обладают многими преимуществами:
- успешно используются для соединения деталей из низкоуглеродистой стали;
- обеспечивают качественное соединение, как при переменном, так и при постоянном токе;
- при выполнении сварки инвертором происходит небольшое разбрызгивание раскаленного металла;
- применимы для выполнения швов любого пространственного положения;
- хороший внешний вид получаемого шва.
Две другие категории находят применение реже при определенных условиях сварочного процесса.
Обучение специалистов сварных работ
Работа сварщика является престижной и обладающей постоянной востребованностью. Но, для того, чтобы стать официально оформленным специалистом, необходимо получить образование в этой области. Это будет служить гарантией для работодателя, что сварные работы будут проведены грамотно, с соблюдением современных технологий и наименьшим процентом отхода в брак.
Поскольку развитие технологий сварки и выпуск нового оборудования происходят стремительно, то даже людям, имеющим большие практические навыки в этой области необходимо периодически проходить обучение, чтобы быть в курсе происходящих перемен и усовершенствований.
Обучению подлежат не только простые исполнители-сварщики, но и руководители работ — инженеры и технологи. Высший состав может закрепить свой статус при окончании профильных факультетов колледжей и институтов, а сварщикам достаточно окончить специализированные курсы.
После окончания курсов и успешного прохождения экзаменов учащемуся выдается удостоверение об окончании и присвоении ему соответствующего разряда. Такой документ является пропуском для получения денежной и интересной работы.
Программа занятий на курсах делится на две части — теоретическую и практическую. Первую из них ведут в специально отведенных для этого аудиториях лекторы, имеющие профильное образование и педагогический стаж.
Программа курса включает различные вопросы, в том числе соответствующие теме нашей статьи:
- полярность электродов при сварке;
- что такое обратная полярность при сварке;
- что такое обратная полярность при сварке инвертором;
- что это — обратная полярность при сварке постоянным током;
- обратная полярность при сварке постоянным током — что это такое;
- ток обратной полярности при сварке.
Разумеется, этим не исчерпывается полный список изучаемых предметов.
Практические занятия позволяют применить полученные знания в деле. На них обязательно должен присутствовать мастер, следящий за правильным ходом выполнения работ и отвечающий на возникшие вопросы.
За дополнительные деньги можно приобрести курс индивидуального обучения, но групповые занятия имеет свои преимущества. Рекомендуется прислушиваться к разбору совершенных ошибок других участников занятий. Это позволит приобрести дополнительную информацию о правильном выполнении различных методов сварки.
После окончания прохождения программы наступает очередь доказать свои знания и показать умение приемной комиссии на выпускном экзамене. При положительной оценке, выставленной комиссией, учащемуся выдают удостоверение узаконенного образца.
В удостоверении указывается наименование учебного центра, который его выдал. Указываются практические действия по сварке, проведенные экзаменуемым. Проставляется оценка за демонстрацию теоретических основ по сварке. Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
При окончании курсов можно получить конкретную специализацию, например, «Сварщик электродуговой сварки», «Газосварщик», «Сварщик-вышкомонтажник». В последнее время особо престижной является профессия «Сварщик-аргонщик». Она дает право работать на сварке под защитой газа-аргона, что дает большие преимущества перед другими способами.
Сварщикам, мастерам, инженерам, технологам и руководителям работ, желающим иметь доступ к контролю соединений на особо ответственных конструкциях, имеется возможность получить дополнительное образование, закончив курсы НАКС. Это значительно повысит их конкурентоспособность.
Интересное видео
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.

Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями
2
0
1
0
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Существует только два варианта полярности, которые настраиваются перед работой:
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике. Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Прямая или обратная полярность аккумулятора
Многие клиенты нашего магазина при разговоре с продавцом часто задают один и тот же вопрос: какая полярность аккумулятора на моем автомобиле? Это один из самых важных параметров при подборе и его не следует игнорировать.
В данной статье мы постараемся объяснить что же такое полярность и зачем вообще она нужна. В данном вопросе очень легко разобраться, так как у этого параметра существует всего три значения: прямая, обратная и универсальная. Однако есть одна особенность: полярность легковых и грузовых АКБ определяется по-разному.
Как определить полярность легкового аккумулятора (до 110 ач).
Чтобы выяснить полярность легкового аккумулятора нужно обратить внимание на то, как расположены его клеммы. Для этого батарею необходимо развернуть (мысленно или фактически) контактами к себе. Обычно клеммы конструктивно располагаются ближе к одной из сторон источника питания (кроме моделей с универсальной полярностью), этой стороной и поворачиваем.
Как определить полярность грузового аккумулятора (более 110 ач).
В профессиональной среде полярность у грузовых АКБ принято определять другим способом, отличным от легковых. Разница в том, что корпус батареи необходимо располагать наоборот, клеммами от себя и в таком положении определять полярность.
Почему важно правильно определить полярность акб?
От этой характеристики зависит, сможете ли вы подключить батарею к бортовой сети автомобиля или нет. У всех популярных моделей аккумуляторов клеммы специально делают разного диаметра, а провода без запаса по длине. «Минус» всегда имеет меньший диаметр по сравнению с «плюсом». Благодаря этому, при подключении их невозможно перепутать.
Полярность аккумулятора: прямая, обратная, универсальная.
Прямая полярность аккумулятора означает, что плюсовая клемма будет находиться слева, относительно ближнего к наблюдателю края корпуса. Аккумуляторные батареи такого типа используются практически любыми автопроизводителями. Чаще всего встречается на автомобилях, произведенных в Америке (Dodge, Chrysler, Hummer и т.д.), Китае (Chery, Lifan и т.д.) или России (ВАЗ, ГАЗ, УАЗ).
Аккумуляторы обратной полярности являются наиболее распространенными. Устанавливаются на европейских, корейских или японских машинах (кроме тех, что произведены для внутреннего рынка Японии). Обратная полярность АКБ означает, что «минус» располагается слева, если повернуть электробатарею клеммами к себе.
Универсальная полярность аккумулятора характерна для тягачей, спецтехники или моторных лодок. У таких батарей выводы для подключения к электропроводке расположены на продольной оси корпуса, либо на его противоположных углах. Таким образом, если контактный провод не дотягивается до нужной клеммы, батарею можно развернуть на 180 градусов и она встанет «как влитая».
Прямая и обратная полярность при сварке
Сварка металла – процесс, который на первый взгляд может показаться довольно простым. Многие умельцы варят для домашних нужд, но увидеть качественный, красивый шов можно не так уж часто. Более того, в частной практике никто не проверяет крепость соединения на соответствие стандартам. Вопрос встает ребром, когда возникают определенные трудности, например, прожог листа, расхождение шва. Вот тут и нужно знать тонкости процесса – прямую и обратную полярность.
Что означает полярность при сварочных работах

В инверторных сварочных аппаратах для обозначения полярности используются надписи
Рассматривая вопрос полярности, понятно, что сварка в этом случае осуществляется током постоянного напряжения. Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
А разница все-таки есть, и здесь сокрыт недвусмысленный физический закон движения заряженных частиц – электронов. Электроны, обладая отрицательным зарядом, всегда движутся от минуса к плюсу в любой схеме, включая инвертор. При сварке можно подключить электрод как к плюсовой клемме, так и к минусовой – все будет работать. Но электроны в том и другом случае будут двигаться в разных направлениях по цепи, это отразится на процессе и конечном результате.
Подключение по схеме прямой полярности
Если схему собрать так, что плюс от инвертора идет на стальную заготовку (свариваемая деталь), потом через дуговой промежуток, сварочный электрод к минусу инвертора, то такое соединение получило название прямой полярности при сварке. В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
Подключение по схеме обратной полярности
Схема подключения кабелей аппарата для сварки, когда плюс от инвертора приходит на сварной электрод, потом через дуговой промежуток попадает на рабочую деталь и минус инвертора, получила название обратной полярности при сварке. Здесь уже электрод будет греться сильнее, так как анодное пятно будет на нем, катодное – в области соединения стальных заготовок.
Выбор режима
Правильный выбор полярности при подключении сварочного оборудования может зависеть от нескольких факторов. Но самое главное для специалиста — усвоить, что на аноде, а это «+» всегда выделяется больше тепла (до 4000 градусов по Цельсию) чем на катоде (чуть больше 3000 градусов).

Виды сварочной дуги при сварке электродами
Это отправная точка дальнейшего анализа: толщина стали, марка, вид металла, тип сварочного электрода. В случае неответственной конструкции, возможно, будет лишним обращать внимание на полярность сварки.
Толщина заготовки – основной фактор, когда необходимо следить за полярностью. Более толстый материал в месте стыка нужно сильнее прогреть, чтобы частицы его взаимно проникли на большей площади соприкосновения, а пустоты заполнились металлом сварной проволоки – это надежность шва. Тонкий металл нельзя сильно греть, иначе можно получить дырку, некрасивый неравномерный сварной шов.
Когда сварке подвергают такие сплавы как чугун или нержавейка, то перегрев этих материалов может привести к образованию тугоплавких соединений, что нежелательно. Сплав алюминия требует мероприятий по удалению окислов, и хороший прогрев идет только на пользу. В сварочной литературе по каждому виду металла есть рекомендации об оптимальных методах и режимах работы с ним.
Покрытие электродов специальным флюсом тоже рассчитано на работу в определенных режимах. Угольный электрод для электросварки не имеет стойкости к перегреву, поэтому обратная полярность ему противопоказана. Сварная проволока полуавтоматических аппаратов более лояльна к выбору полюсовки, но каждый производитель дает на продукцию свои рекомендации по использованию.
Особенности сварки при использовании прямой полярности
Работая сварочным аппаратом постоянного тока и применяя способ подключение схемы прямой полярности, следует учитывать такие особенности процесса:
- Шов сварочного соединения — глубоко проникающий, узкий по ширине, более крепкий по качеству;
- Можно варить практически все типы сталей, толщина которых начинается от трех миллиметров и выше;
- При использовании вольфрамового стержня для цветных металлов можно применять только метод прямой полярности при сварке;
- Сварная дуга отличается стабильностью, устойчивостью к срывам, в результате чего легче контролировать процесс работы и получить красивый шов;
- Для работы таким методом не подходят электроды, рассчитанные на использование в сварке переменным током;
- При использовании сварочного аппарата в качестве резака, заготовка легче поддается раскройке.
Особенности обратной полярности при сварке
Сварка металла при таком способе подключения оборудования имеет следующие характеристики:
- Шов сварочного соединения менее глубок по проникновению в металл, с более выраженной шириной;
- Метод наиболее подходит для соединения средних по толщине заготовок либо тонких листов металла;
- При операциях с толстыми заготовками наблюдается хрупкость шва под воздействием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга отличается меньшей стабильностью, особенно в режиме работы на низких токах, что ведет к неравномерности соединения;
- Осуществляя сварку высоколегированных сталей, необходимо строго выполнять технологический процесс рабочего цикла.

Плюсы и минусы разных методов сваривания деталей
Говоря о плюсах и минусах прямой и обратной полярности сваривания, нужно понимать, что неправильный выбор режима проявит все отрицательные стороны процесса. Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Тонкий металл при положительной полярности потечет, начнет прожигаться электродом, кипящие брызги из сварочной ванны будут загрязнять поверхность изделия и требовать дополнительных усилий по их устранению.
Если же все учесть правильно, то минусы обратятся в плюсы, процесс сварки будет несложным для выполнения и радовать глаз результатом.

Видео по теме: Прямая и обратная полярность при работе инверторным аппаратом
Все написанное списано с пачки электродов и из интернета. Авторы никогда не держали в руках сварочный держак. Читателя интересует совсем другое. Чем ПРАКТИЧЕСКИ отличается сварка тем и другим. Причем этот читатель — чайник или почти чайник. Сварщика-профи такие посты не интересуют, он все это лучше авторов знает .Итак: особенности сварки МР-3 и УОНИ 13-55.
МР-3. Преимущества.
- Легко зажигаются. Легкое зажигание дает возможность уменьшить ток, а, значит, и риск прожога тонкой детали.
- Зажигаются повторно (это дает возможность варить с отрывом ).
К длине дуги малокритичны.
- Довольно вязкая ванна, растекание мало. Впрочем, иногда это не достоинство, а недостаток.
- Действительно, требования к чистоте ниже. Но поры на грязных швах все равно будут, хоть и меньше, чем у УОНИ.
- Есть в продаже везде.
Недостатки:
- Обилие шлака. Шлак заслоняет ванну и затрудняет контроль растекания металла. В результате — под шлаком непровары.
- Шлак трудно отбивается, пластичен.
Итоги. Показания к применению. МР-3следует применять в следующих случаях:
- Вы полный чайник. В этом случае зажечь УОНИ на нормальном токе вы просто не сможете, а на повышенном — прожжете дыру.
- Поверхность сложная, детали не сопряжены.
- Поверхность грязная, а вычистить лень или невозможно (просто не подобраться).
- Вертикальный шов снизу вверх с отрывом. В этом случае новые порции металла укладывают на предыдущую полочку, уже слегка остывшую. Дуга легко зажигается, а вязкая ванна не дает растечься.
Особенности УОНИ:
Достоинства:
Мало шлака, он хрупкий, стекловидный и легко сбивается.
Отличное растекание, его хорошо видно.
Красивый, блестящий шов.
Недостатки:
Трудно зажигается, липнет.
Чувствителен к длине дуги, легко гаснет.
Ток повышенный, дуга горячая, прожоги весьма вероятны.
Требует хорошего сопряжения и чистки поверхностей.
Итоги. Показания к применению УОНИ.
1.Длинный, хорошо разделанный и чистый стык. Горизонтальный шов. Толстые детали.
- Достаточная квалификация.
Все это не касается прфессионалов, которые при желании могут и гвоздем вслепую варить. Это именно для владельцев загородных домов, дач, гаражей. Им эти пределы прочности шва до фени. Ну упадет забор. Подымем, подварим. Для них и пишу, на основании опыта. А передрать ТУ на электрод и выложить много ума не надо.
90000 Alternating Current (AC) Direct Current (DC) 90001 90002 Last updated at May 1, 2020 by Teachoo 90003 90004 What is Direct Current 90005 90002 If current flows only in 1 Direction, 90003 90002 it is called Direct Current 90003 90002 It is denoted by DC or d.c 90003 90002 90003 90002 Here, the positive and negative polarity of current is fixed 90003 90002 90017 Example 90018 90003 90002 The current we get from a cell or a battery is direct current because it always flows in the same direction.90003 90004 90023 What is Alternating Current? 90005 90002 Alternating Current reverses direction in equal intervals of time 90003 90002 It is denoted by AC or a.c 90003 90002 Positive Negative Polarity is not fixed and keep on changing 90003 90002 90003 90002 90017 Uses 90018 90003 90002 It is used to transmit current over long distance without much loss of current 90003 90002 Most of power stations in India generate Alternating Current 90003 90002 90003 90004 Difference between Direct Current and Alternating Current 90005 90004 90046 90005 90048 90049 90050 90051 90052 90053 90017 Direct Current 90018 90052 90057 90017 Alternating Current 90018 90052 90061 90050 90063 90017 Meaning 90018 90052 90067 Current flows only in one direction 90052 90069 90002 Current reverses direction in equal intervals of time 90003 90052 90061 90050 90075 90017 Abbreviation 90018 90052 90079 D.C. 90052 90081 A.C. 90052 90061 90050 90085 90017 Change in Polarity 90018 90052 90089 There is no change in polarity. It is fixed. 90052 90091 There is change in polarity after a fixed interval. It is not fixed. 90052 90061 90050 90051 90017 Frequency 90018 90052 90051 Frequency of Direct Current is 0 90052 90051 Frequency of Alternating current depends on the country — it is usually 50 Hz or 60 Hz 90052 90061 90050 90051 90017 Current 90018 90052 90051 Current is of constant magnitude 90052 90051 Current varies with time 90052 90061 90050 90115 90017 Uses 90018 90052 90119 Used in televisions.90052 90121 Used to transmit current over long distances. 90052 90061 90050 90125 90017 Component Used in Generator 90018 90052 90129 Split Ring is used 90052 90131 Commutator is used 90052 90061 90134 90135 90004 90023 What is Frequency of Alternating Current generated in India? 90005 90002 90140 90003 90002 It is 50 Hz 90003 90002 It means the coil is rotated at a frequency of 50 Revolutions per second 90003 90002 In every revolution, it changes direction from Positive to Negative and then from Negative to Positive 90003 90002 Hence, overall it changes direction 100 times in 1 second (50 positive + 50 Negative) 90003 90002 90003 90002 Hence we can say that 90003 90002 This Alternating Current changes direction every 1/100 seconds 90003 90002 90003 90002 90017 Explanation- 90018 90003 90002 Time in which 100 directions changed = 1 second 90003 90002 Time in which 1 directions changed = 1/100 second 90003 90002 90003 90002 Which Type of Current is Used in Television / Radio Sets 90003 90002 They use Direct Current (D.C. or d.c) 90003 90172 90002 90017 Note — 90018 Power supply to television sets is in form of DC 90003 90002 They have a device which convert AC current into DC current 90003 90179 90004 Questions 90005 90002 90017 Question 2 Page 237 — 90018 Name some sources of direct current. 90003 90002 View Answer 90003 90002 90003 90002 90017 Question 3 Page 237 — 90018 Which sources produce alternating current? 90003 90002 View Answer 90003 90002 90003 90002 90003 90172 90002 Subscribe to our Youtube Channel — https: // you.tube / teachoo 90003 90179 .90000 What is polarity and why it’s important for transformers and protection relays 90001 90002 Understanding polarity 90003 90004 Polarity is very important for the operation of transformers and protection equipment. A clear understanding of polarity is useful in understanding and analyzing of transformer connections and operation as well as testing of protection relays and systems. 90005 90006 What is polarity and why it’s important for transformers and protection relays 90004 It’s also essential in understanding power system performance during both normal and abnormal operation.90005 90004 90010 Contents: 90011 90005 90013 90014 Transformer polarity 90015 90014 Relay polarity 90015 90018 90019 90020 1. Transformer polarity 90021 90004 The polarity indications for transformers are well established by standards that apply to all types of transformers. There are two varieties of polarity: 90010 subtractive and additive 90011. Both follow the same rules. 90005 90004 Power and instrument transformers are subtractive, whereas some distribution transformers are additive.The polarity marking can be a 90010 dot, a square, or an X 90011, or it can be indicated by the standardized transformer terminal markings, the practices varying over the years. 90005 90004 Polarity designated by an X in this technical article. 90005 90032 90032 Figure 1 — Polarity definitions for transformers: (a) Subtractive polarity (b) Additive polarity 90004 The two fundamental rules of transformer polarity, illustrated in 1 applying to both varieties are the following: 90005 90013 90014 Current flowing in at the polarity mark of one winding flows out of the polarity mark of the other winding.Both currents are substantially in-phase. 90015 90014 The voltage drop from polarity to non-polarity across one winding is essentially in phase with the voltage drop from polarity to non-polarity across the other winding (s). 90015 90018 90004 The currents through and the voltages across the transformers are 90010 substantially in-phase because the magnetizing current 90011 and the impedance drop through the transformers are very small and can be considered negligible. This is normal and practical for these definitions.90005 90004 The current transformer (CT) polarity markings are shown in Figure 2. 90005 90004 Note that the direction of the secondary current is the same, 90010 independent of whether the polarity marks are together on one side or on the other 90011. 90005 90052 90052 Figure 2 — Polarity markings for CTs 90004 For CTs associated with circuit breakers and transformer banks, it is a common practice for the polarity marks to be located on the side away from the associated equipment. 90005 90004 The voltage-drop rule is often omitted in the definition of transformer polarity, but it is an extremely useful tool to check the phase relations through wye-delta transformer banks, or in connecting up a transformer bank for a specific phase shift required by the power system.90005 90004 The ANSI / IEEE standard for transformers states that the 90010 high voltage should lead the low voltage by 30 ° with wye-delta or delta-wye banks 90011. Thus, different connections are required if the high side is wye than if the high side is delta. 90005 90004 The connections for these two cases are shown in Figures 3 and 4. The diagrams below the three-phase transformer connection illustrate the use of the voltage-drop rule to provide or check the connections. 90005 90004 Arrows on these voltage drops have been omitted (preferably not used), for they are not necessary and can cause confusion.90005 90066 90066 Figure 3 — Voltage-drop polarity rule useful in checking or connecting wye-delta transformer banks: Wye-connected side leads, delta-connected side 30 ° 90004 In Figure 3, the check is made by noting that a to n from polarity to non-polarity on the left-side winding is in phase with A to B from polarity to non-polarity on the right-side winding. 90005 Similarly, 90010 b to n (polarity to non-polarity) 90011 is in phase with B to C (polarity to non-polarity) across the middle transformer, and 90010 c to n (polarity to non-polarity) 90011 is in phase with C to A (polarity to non-polarity) across the lower transformer.From this, by comparing the line-to-neutral voltages on the two sides, it is observed 90010 that phase-a-to-n voltage leads phase-A-to-neutral voltage 90011. 90004 Accordingly, the wye side would be the high-voltage side if this is an ANSI / IEEE standard transformer. 90005 90078 90078 Figure 4 — Voltage-drop polarity rule useful in checking or connecting wye-delta transformer banks: Delta-connected side leads, wye-connected side 30 ° 90004 This same technique of applying voltage drops to Figure 4 shows that for this three-phase bank connection the voltage-drop polarity to non-polarity or phase a to n is in phase with the voltage-drop polarity to non-polarity or phase A to phase C.90005 90004 Similarly, voltage-drop across 90010 phase b to n 90011 is in phase with voltage-drop 90010 phase B to phase A 90011, and 90010 voltage-drop phase c to n 90011 is in phase with voltage-drop across 90010 phase C to phase B 90011. 90005 90004 By comparing similar voltages on the two sides of the transformer, 90010 phase-A-to-neutral voltage drop leads the phase-a-to-n voltage drop by 30 ° 90011, so the delta winding would be the high-voltage side if this is an ANSI / IEEE standard transformer bank.90005 90004 This technique is very useful 90010 to make the proper three-phase transformer connections 90011 from a desired or known voltage diagram or phase-shift requirement. It is a very powerful tool, which is simple and straightforward. 90005 90004 Because the ANSI / IEEE standards have been in existence for several years, most transformer banks in service today follow this standard, except where it is not possible because of pre-existing system conditions. 90005 90019 90103 Transformer Polarity Explained by an Electrician (VIDEO) 90104 90004 90106 90107 90005 90004 Go back to contents ↑ 90005 90019 90020 2.Relay polarity 90021 90004 Relays involving interaction between two input quantities from the power system may have the polarity marking that is necessary for their correct operation. 90005 90004 There are no standards in this area, so if the polarity of the relay connections is important, 90010 the relay manufacturer must both specify the polarity markings 90011 and clearly document their meaning. 90005 90004 90010 Relays that sense the direction of current (or power) flow 90011 at a specific location and, thereby, indicate the direction of the fault, provide a good practical example of relay polarity.90005 90004 Directional units are usually not applied alone, but rather, in combinations with other units, such as fault sensors or detectors. A common practice is to use the output of the directional-sensing unit to control the operation of the fault sensors, which often is an instantaneous or an inverse-time-overcurrent unit, or both units together. 90005 90126 90004 90010 Three conditions must be satisfied for its operation: current magnitude, time delay and directionality. 90011 The directionality of current flow can be identified using voltage as a reference of direction.90005 90131 90004 90133 90107 90005 90004 Thus, if the current flow is in the desired operating direction (trip direction) and its magnitude is greater than the fault sensor’s minimum-operating current (pickup), the relay can operate. If the current is in the opposite direction (non-trip or non-operate direction or zone), no operation can occur even though the magnitude of the current is higher than the pickup threshold current. 90005 90004 A directional-sensing unit requires a reference quantity that is reasonably constant, against which the current in the protected circuit can be compared.90005 90004 For all practical purposes, most system voltages do not change their phase positions significantly during a fault. In contrast, 90010 line currents can shift around 180 ° (essentially reverse their direction or flow) 90011 for faults on one side of the circuit CTs relative to a fault on the other side of the CTs. 90005 90004 Typical polarity indications for three commonly used directional-sensing units are shown in Figure 5. 90005 90004 This uses the custom of showing several loops for voltage coils and a single loop for current coils, of placing the reference circuit or voltage circuit above the current circuit, and of placing the polarity markings diagonally, all as shown on the relay schematics in Figure 5.90005 90148 90148 Figure 5 — Typical directional relay characteristics 90004 The reference quantity is commonly called the 90010 » polarizing » quantity 90011, especially for ground-fault relaying, where either current polarizing or voltage polarizing is used, or both. 90005 90004 The polarity marks (Figure 5) are small plus symbols (+) placed, as illustrated, above one end of each coil, diagonally as shown, or on the opposite diagonal. 90005 90004 As shown in Figure 2 above, relay operation is not affected whether the polarity marks are on one diagonal or the other.The meaning of the polarity for a specific relay must be stated clearly in words or by a diagram, such as the one shown in Figure 5. These show 90010 the basic design characteristics of an individual relay 90011, independent of any connection or association with the power system. 90005 90004 90010 The terms maximum-torque line and zero-torque line 90011 come from the electromechanical designs long used and still common in the industry. With solid-state designs, these would be the operating lines or thresholds, but the well-established terminology no doubt will continue for many years for all types of designs.90005 90004 The interpretation of relay polarity is illustrated in Figure 5 for three typical electromechanical units. 90005 90004 Solid-state units can have adjustments for (1) the maximum-torque angle and (2) the angle limits of the operate zone, but the application and operation is the same for both types. 90005 90004 In Figure 5a, the maximum-operating torque or energy occurs when the current flows from polarity to non-polarity (90010 I 90170 pq 90171 90011) and leads by 30 ° the voltage drop from polarity to non-polarity (90010 V 90170 rs 90171 90011).The minimum pickup of the directional unit is specified as the maximum-torque or operating condition 90005 90004 As seen, the unit will operate for currents from almost 90010 60 ° lagging the reference voltage V 90170 rs 90171 to almost 120 ° leading 90011. The operate (trip, contact close) zone or area is represented by the half plane, bordered on one side by the zero-torque (non-operating) line and extending in the direction that contains both the reference (polarizing) and operating quantities.90005 90126 90004 90010 Higher-current values will be required when I 90170 pq 90171 deviates from the maximum-torque line. 90011 The solid-state relays can adjust this torque line for increased sensitivity by adjusting it to the fault line. 90005 90131 90004 The operating torque at any angle is a function of the cosine of the angle between the current (I 90170 pq 90171) and the maximum-torque line, as well as the magnitudes of the operating quantities. For ground-fault protection, the 60 ° unit in Figure 5b is used with a 3 V 90170 0 90171 reference and the zero (watt) unit of Figure 5c with a 3 I 90170 0 90171 current reference.The unit in Figure 5c is also used for power or var applications. 90005 90004 A similar type of electromechanical directional unit, as in Figure 5a, has its maximum-torque angle at 45 ° leading, instead of 30 ° leading. Both units are in wide use for phase-fault protection. 90005 90004 Solid-state units with an adjustable angle feature can provide a range of angles. 90005 90004 Go back to contents ↑ 90005 90019 90103 Directional Earth fault Protection 67N Example 90104 90004 This video shows us how to test a directional earth fault protection 67N using the appropriate TDMS application.The tested relay is ISA Demo Relay with standard settings. 90005 90004 90212 90107 90005 90004 Go back to contents ↑ 90005 90004 90218 90010 Reference // 90011 Protective Relaying Principles and Applications by J. Lewis Blackburn and Thomas J. Domin (Purchase from Amazon 90221 90005 .90000 meaning in the Cambridge English Dictionary 90001 POLARITY | meaning in the Cambridge English Dictionary 90002 polarity noun [U] (OPPOSITE) 90003 90004 Thesaurus: synonyms and related words .90000 Faced With a Problem Or a Polarity? How to Handle Workplace Polarities 90001 90002 90003 Learn How to Manage a Polarity’s Ebbs and Flows 90004 90005 A decade ago, leaders would agree on a strategy and focus on it relentlessly. 90006 Grow, grow, grow, 90007 the mantra might be; do not get hung up on cost savings or consolidation. 90008 90005 Then the downside of a growth-only focus would appear — bloated infrastructure, cost overruns, inefficiencies — and the pendulum would shift the other way.90006 Cut, trim, be efficient 90007. 90008 90005 Today, if you ask the question, 90006 Should I focus on growth or efficiency? 90007 the answer is likely to be: 90006 Yes. Focus on both. And do both well. 90007 90008 90005 The truth is, a lot goes unresolved in every workplace: You race to produce short-term deliverables while long-term goals loom unaddressed. Individuals hammer away at their tasks, while team progress stagnates. You struggle with the balance between building workplace relationships and just getting the work done.90008 90005 The bad news is that there are no solutions to these problems. The good news is that 90022 these are not problems. These are polarities 90023. 90008 90005 This 90006 both / and 90007 thinking is making life more complicated for managers up and down the organization. But it stems from the reality that everything is not just another problem to solve. 90008 90003 What’s the Difference Between a Problem and a Polarity? 90004 90031 90032 A 90022 problem 90023 can have a right — or best — answer.A solution exists. 90035 90032 A 90022 polarity 90023 — also described as a paradox, conundrum, or contradiction — is a dilemma that is ongoing, unsolvable, and contains seemingly opposing ideas. 90035 90040 90005 We usually think of polarities in adversarial terms, such as: 90008 90031 90032 growth vs. consolidation 90035 90032 short term vs. long term 90035 90032 innovation vs. efficiency 90035 90032 centralization vs. decentralization 90035 90032 change vs. stability 90035 90032 responsibility vs.freedom 90035 90040 90005 And while it’s easy to see these alternatives as directly opposed and in conflict, in truth, polarities are complementary and interdependent. 90008 90005 Polarities are not just about business strategy; they show up in choices about leadership and culture, too. What is the right choice? Empathy or toughness? Keeping control or empowering others? Staying on task or working on the relationship? 90008 90003 How to Handle a Polarity 90004 90005 To work with polarities, you need to be able to see both perspectives clearly and at the same time.The trick is not to solve a polarity or to make a choice and move on. Instead, you handle a polarity by first, recognizing what it is, and second, learning how to mentally and practically move through the ebbs and flows a polarity presents. 90008 90005 Take the example of tasks 90006 and 90007 relationships, suggests 90022 Jean Leslie 90023, CCL’s lead researcher on polarities in virtual teams. «Teams who come together quickly to solve urgent problems immediately face the challenge of quickly engaging the team in the essential tasks 90006 and 90007 establishing quality working relationships,» Leslie says.90008 90005 If the team focuses exclusively on getting down to business and results, then the team can fail to bond in critical ways, which leads to a lack of trust and commitment. On the other hand, if the team overemphasizes relationship-building, the team is at risk of meeting objectives. 90008 90005 But that’s not to say that your poles must always be in balance, Leslie adds. «There will be times when a given pole must take precedent over its counterpart.» 90008 90005 Managing polarities can also help with unnecessary conflict.Many teams incorrectly identify an issue as either / or and have «sides» as a result. Polarities let both sides be right, and the organization wins. 90008 90005 What does this look like in practical terms? 90008 90005 CCL draws on the work of Barry Johnson, creator of Polarity Thinking 90082 ® 90083, in various leadership programs, including 90022 Navigating Change 90023 and in customized work with clients. Here are a few ideas to help you and your team better understand and respond to issues that do not have fixed solutions.90008 90031 90032 90022 Identify 1 or more key polarities 90023 that you are facing right now in your business. How are you, and the larger organization, handling it? Where can you change the conversation from 90006 either / or 90007 to 90006 both / and 90007? 90035 90032 90022 Use a mapping technique 90023 to help spot when you are overdoing one pole to the exclusion of the other. For 2 techniques designed to help, read our article 90022 How to Manage Paradox 90023. 90035 90040 90005 The next time you are wrestling with a challenge or conflict, ask: «Is this a problem to solve or a polarity to deal with?» If you stop asking «90006 Can 90007 we have both?» and instead push for ideas and answers around, «90006 How 90007 can we have both?» you’ll find new approaches that allow you to move forward.90008 90005 90006 90022 Does your organization react to marketplace change rather than proactively lead it? Go beyond change management by partnering with CCL to develop customized Organizational Change Leadership. 90023 90007 90008 .