Чем отличается инжектор от карбюратора
В старых автомобилях установлены карбюраторные двигатели, в современных – инжекторные. Обе системы позволяют управлять мощностью машины и расходом топлива. Но не все водители знают, чем отличается инжектор от карбюратора.
Принципы работы
Инжектором называют систему, которая регулируется электронным блоком управления. Она впрыскивает топливо в камеру сгорания через форсунки. Инжектор позволяет точно контролировать дозу бензина, поэтому его используют в большинстве современных машин.
Карбюраторы использовали еще в самом начале автомобилестроения. Топливо смешивается с воздухом внутри его корпуса, а затем его засасывает под давлением впускной коллектор.
В карбюраторе нет датчиков, которые реагируют на количество оборотов. Из-за этого в камеру сгорания постоянно попадают одинаковые дозы топлива. Бензин расходуется неравномерно, приходится часто заправляться. А выхлопные газы довольно токсичны, они загрязняют атмосферу.
Таких недостатков нет у инжектора, так как он подает в камеру бензин с учетом оборотов. Благодаря такой точности сокращается выброс вредных веществ при сгорании топлива.
Преимущества карбюратора
Чтобы понять, чем отличается инжектор от карбюратора, нужно разобраться в преимуществах каждой системы. Основное достоинство карбюраторных двигателей – простое обслуживание.
Для начала работы водитель должен прочитать маленькое руководство и только один раз настроить систему. Дальше она будет функционировать по первым указаниям. Сбоев в эксплуатации карбюраторных двигателей практически не бывает.
Но и в случае поломки их легко отремонтировать. Для этого не нужны специальные инструменты. Достаточно взять несколько гаечных ключей и отвертку. Обращаться на СТО нет необходимости – водитель может заняться ремонтом самостоятельно в своем гараже.
Карбюратор подходит для использования низкокачественного бензина и дизеля. Он не проявляет особой чувствительности к посторонним примесям. Жиклеры засоряются быстро, но их легко чистить – можно просто продуть. Быстро меняется работа мотора в автомобилях с карбюратором. Поэтому можно ездить по бездорожью, резко поворачивать и преодолевать крутые подъемы или спуски.
Он не проявляет особой чувствительности к посторонним примесям. Жиклеры засоряются быстро, но их легко чистить – можно просто продуть. Быстро меняется работа мотора в автомобилях с карбюратором. Поэтому можно ездить по бездорожью, резко поворачивать и преодолевать крутые подъемы или спуски.
Но есть у такой системы и несколько недостатков:
большой расход топлива;
чувствительность к температуре.
Карбюратор реагирует на атмосферное давление и температуру окружающей среды. Так как он принимает топливо с примесями, то сгоревшие частички превращаются в токсичные газы. Из-за одинаковой подачи бензин расходуется неравномерно.
Достоинства инжектора
Преимущества электронной системы также позволяют понять, чем отличается инжектор от карбюратора. Мощность инжекторных двигателей гораздо выше, чем карбюраторных.
В системе можно точно установить угол зажигания, а впрыски бензина будут дозироваться в зависимости от количества оборотов. Инжектор может стабильно работать только с качественным топливом. Благодаря этому в атмосферу попадает меньше токсичных веществ.
Двигатель не нужно зимой прогревать, так как он не замерзает. Такая система не реагирует на атмосферное давление и температуру окружающей среды. Управлять инжектором легко – для этого есть ЭБУ. А вся информация о его работе отображается на специальных датчиках. В устройстве системы нет трамблеров, как у карбюраторов. А в последнем типе двигателей именно они ломаются чаще всего.
Есть свои недостатки и у инжекторов:
сложная диагностика;
чувствительность к топливу;
высокая цена ремонта и деталей.
Электронный двигатель позволяет увеличить мощность автомобиля, но если он сломается, то для диагностики и ремонта придется отгонять машину на СТО. А это будет стоить немало – запчасти для инжекторов довольно дорогие. Не получится использовать в такой системе дешевое некачественное топливо.
Основные отличия
Основное отличие карбюратора от инжектора заключается в принципе работы. В первом случае бензин засасывает в цилиндр, а во втором он впрыскивается через форсунки в камеру сгорания. Но заключается не только в этом:
экономичность;
экологичность;
стоимость обслуживания и ремонта;
чувствительность к климату и топливу.
Инжектор гораздо экономичнее и экологичнее карбюратора. Он позволяет использовать меньше топлива и практически не загрязняет воздух при выпуске газов. Отличается и периодичность поломок. Карбюратор придется ремонтировать гораздо чаще. Хотя его обслуживание обойдется дешевле, чем простая диагностика инжектора.
По-разному две системы проявляют чувствительность к температуре окружающей среды. Карбюратор замерзает, если оставить машину зимой на улице. А инжекторный автомобиль прогревать не нужно.
Качество топлива также зависит от типа двигателя. В карбюраторном можно использовать дешевый бензин с примесями, инжектор такого не выдержит. Ему нужно высококачественное топливо.
Заключение
Разница между двумя видами систем существенная. Но выбор зависит от предпочтений водителя. Если он привык сам ремонтировать автомобиль и желает сэкономить на топливе, то лучше приобрести старые модели с карбюраторными двигателями. А для тех, кому проще заплатить за ремонт, но получить более мощный транспорт, стоит остановиться на инжекторной системе.
Чем отличается инжектор от карбюратора
В старых автомобилях установлены карбюраторные двигатели, в современных – инжекторные. Обе системы позволяют управлять мощностью машины и расходом топлива. Но не все водители знают, чем отличается инжектор от карбюратора.
Принципы работы
Инжектором называют систему, которая регулируется электронным блоком управления. Она впрыскивает топливо в камеру сгорания через форсунки.
Карбюраторы использовали еще в самом начале автомобилестроения. Топливо смешивается с воздухом внутри его корпуса, а затем его засасывает под давлением впускной коллектор.
В карбюраторе нет датчиков, которые реагируют на количество оборотов. Из-за этого в камеру сгорания постоянно попадают одинаковые дозы топлива. Бензин расходуется неравномерно, приходится часто заправляться. А выхлопные газы довольно токсичны, они загрязняют атмосферу.
Таких недостатков нет у инжектора, так как он подает в камеру бензин с учетом оборотов. Благодаря такой точности сокращается выброс вредных веществ при сгорании топлива.
Преимущества карбюратора
Чтобы понять, чем отличается инжектор от карбюратора, нужно разобраться в преимуществах каждой системы. Основное достоинство карбюраторных двигателей – простое обслуживание.
Для начала работы водитель должен прочитать маленькое руководство и только один раз настроить систему. Дальше она будет функционировать по первым указаниям. Сбоев в эксплуатации карбюраторных двигателей практически не бывает.
Но и в случае поломки их легко отремонтировать. Для этого не нужны специальные инструменты. Достаточно взять несколько гаечных ключей и отвертку. Обращаться на СТО нет необходимости – водитель может заняться ремонтом самостоятельно в своем гараже.
Карбюратор подходит для использования низкокачественного бензина и дизеля. Он не проявляет особой чувствительности к посторонним примесям. Жиклеры засоряются быстро, но их легко чистить – можно просто продуть. Быстро меняется работа мотора в автомобилях с карбюратором. Поэтому можно ездить по бездорожью, резко поворачивать и преодолевать крутые подъемы или спуски.
Но есть у такой системы и несколько недостатков:
токсичные выхлопы;
большой расход топлива;
чувствительность к температуре.
Карбюратор реагирует на атмосферное давление и температуру окружающей среды. Так как он принимает топливо с примесями, то сгоревшие частички превращаются в токсичные газы. Из-за одинаковой подачи бензин расходуется неравномерно.
Достоинства инжектора
Преимущества электронной системы также позволяют понять, чем отличается инжектор от карбюратора. Мощность инжекторных двигателей гораздо выше, чем карбюраторных.
В системе можно точно установить угол зажигания, а впрыски бензина будут дозироваться в зависимости от количества оборотов. Инжектор может стабильно работать только с качественным топливом. Благодаря этому в атмосферу попадает меньше токсичных веществ.
Двигатель не нужно зимой прогревать, так как он не замерзает. Такая система не реагирует на атмосферное давление и температуру окружающей среды. Управлять инжектором легко – для этого есть ЭБУ. А вся информация о его работе отображается на специальных датчиках. В устройстве системы нет трамблеров, как у карбюраторов. А в последнем типе двигателей именно они ломаются чаще всего.
Есть свои недостатки и у инжекторов:
сложная диагностика;
чувствительность к топливу;
высокая цена ремонта и деталей.
Электронный двигатель позволяет увеличить мощность автомобиля, но если он сломается, то для диагностики и ремонта придется отгонять машину на СТО. А это будет стоить немало – запчасти для инжекторов довольно дорогие. Не получится использовать в такой системе дешевое некачественное топливо. Из-за него быстро забиваются форсунки, а сам инжектор может сломаться.
Основные отличия
Основное отличие карбюратора от инжектора заключается в принципе работы. В первом случае бензин засасывает в цилиндр, а во втором он впрыскивается через форсунки в камеру сгорания. Но заключается не только в этом:
экономичность;
экологичность;
стоимость обслуживания и ремонта;
чувствительность к климату и топливу.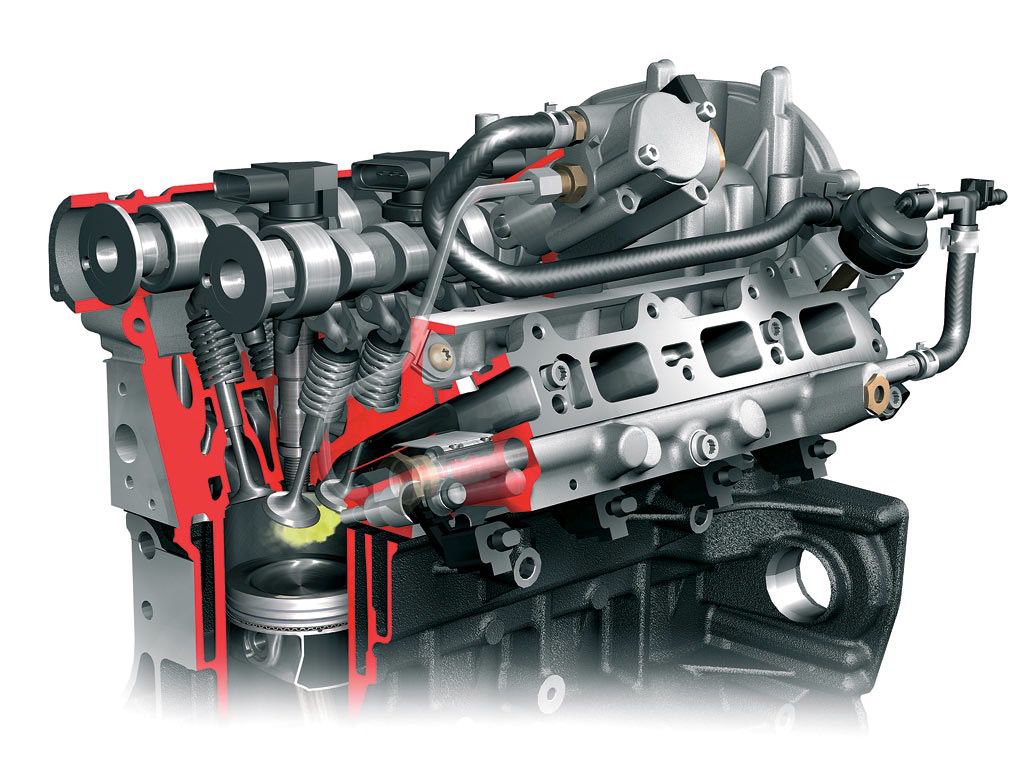
Инжектор гораздо экономичнее и экологичнее карбюратора. Он позволяет использовать меньше топлива и практически не загрязняет воздух при выпуске газов. Отличается и периодичность поломок. Карбюратор придется ремонтировать гораздо чаще. Хотя его обслуживание обойдется дешевле, чем простая диагностика инжектора.
По-разному две системы проявляют чувствительность к температуре окружающей среды. Карбюратор замерзает, если оставить машину зимой на улице. А инжекторный автомобиль прогревать не нужно.
Качество топлива также зависит от типа двигателя. В карбюраторном можно использовать дешевый бензин с примесями, инжектор такого не выдержит. Ему нужно высококачественное топливо.
Заключение
Разница между двумя видами систем существенная. Но выбор зависит от предпочтений водителя. Если он привык сам ремонтировать автомобиль и желает сэкономить на топливе, то лучше приобрести старые модели с карбюраторными двигателями. А для тех, кому проще заплатить за ремонт, но получить более мощный транспорт, стоит остановиться на инжекторной системе.
Чем отличается инжектор от карбюратора
В старых автомобилях установлены карбюраторные двигатели, в современных – инжекторные. Обе системы позволяют управлять мощностью машины и расходом топлива. Но не все водители знают, чем отличается инжектор от карбюратора.
Принципы работы
Инжектором называют систему, которая регулируется электронным блоком управления. Она впрыскивает топливо в камеру сгорания через форсунки. Инжектор позволяет точно контролировать дозу бензина, поэтому его используют в большинстве современных машин.
Карбюраторы использовали еще в самом начале автомобилестроения. Топливо смешивается с воздухом внутри его корпуса, а затем его засасывает под давлением впускной коллектор.
В карбюраторе нет датчиков, которые реагируют на количество оборотов. Из-за этого в камеру сгорания постоянно попадают одинаковые дозы топлива. Бензин расходуется неравномерно, приходится часто заправляться. А выхлопные газы довольно токсичны, они загрязняют атмосферу.
Бензин расходуется неравномерно, приходится часто заправляться. А выхлопные газы довольно токсичны, они загрязняют атмосферу.
Таких недостатков нет у инжектора, так как он подает в камеру бензин с учетом оборотов. Благодаря такой точности сокращается выброс вредных веществ при сгорании топлива.
Преимущества карбюратора
Чтобы понять, чем отличается инжектор от карбюратора, нужно разобраться в преимуществах каждой системы. Основное достоинство карбюраторных двигателей – простое обслуживание.
Для начала работы водитель должен прочитать маленькое руководство и только один раз настроить систему. Дальше она будет функционировать по первым указаниям. Сбоев в эксплуатации карбюраторных двигателей практически не бывает.
Но и в случае поломки их легко отремонтировать. Для этого не нужны специальные инструменты. Достаточно взять несколько гаечных ключей и отвертку. Обращаться на СТО нет необходимости – водитель может заняться ремонтом самостоятельно в своем гараже.
Карбюратор подходит для использования низкокачественного бензина и дизеля. Он не проявляет особой чувствительности к посторонним примесям. Жиклеры засоряются быстро, но их легко чистить – можно просто продуть. Быстро меняется работа мотора в автомобилях с карбюратором. Поэтому можно ездить по бездорожью, резко поворачивать и преодолевать крутые подъемы или спуски.
Но есть у такой системы и несколько недостатков:
токсичные выхлопы;
большой расход топлива;
чувствительность к температуре.
Карбюратор реагирует на атмосферное давление и температуру окружающей среды. Так как он принимает топливо с примесями, то сгоревшие частички превращаются в токсичные газы. Из-за одинаковой подачи бензин расходуется неравномерно.
Достоинства инжектора
Преимущества электронной системы также позволяют понять, чем отличается инжектор от карбюратора. Мощность инжекторных двигателей гораздо выше, чем карбюраторных.
В системе можно точно установить угол зажигания, а впрыски бензина будут дозироваться в зависимости от количества оборотов. Инжектор может стабильно работать только с качественным топливом. Благодаря этому в атмосферу попадает меньше токсичных веществ.
Двигатель не нужно зимой прогревать, так как он не замерзает. Такая система не реагирует на атмосферное давление и температуру окружающей среды. Управлять инжектором легко – для этого есть ЭБУ. А вся информация о его работе отображается на специальных датчиках. В устройстве системы нет трамблеров, как у карбюраторов. А в последнем типе двигателей именно они ломаются чаще всего.
Есть свои недостатки и у инжекторов:
сложная диагностика;
чувствительность к топливу;
высокая цена ремонта и деталей.
Электронный двигатель позволяет увеличить мощность автомобиля, но если он сломается, то для диагностики и ремонта придется отгонять машину на СТО. А это будет стоить немало – запчасти для инжекторов довольно дорогие. Не получится использовать в такой системе дешевое некачественное топливо. Из-за него быстро забиваются форсунки, а сам инжектор может сломаться.
Основные отличия
Основное отличие карбюратора от инжектора заключается в принципе работы. В первом случае бензин засасывает в цилиндр, а во втором он впрыскивается через форсунки в камеру сгорания. Но заключается не только в этом:
экономичность;
экологичность;
стоимость обслуживания и ремонта;
чувствительность к климату и топливу.
Инжектор гораздо экономичнее и экологичнее карбюратора. Он позволяет использовать меньше топлива и практически не загрязняет воздух при выпуске газов. Отличается и периодичность поломок. Карбюратор придется ремонтировать гораздо чаще. Хотя его обслуживание обойдется дешевле, чем простая диагностика инжектора.
По-разному две системы проявляют чувствительность к температуре окружающей среды. Карбюратор замерзает, если оставить машину зимой на улице. А инжекторный автомобиль прогревать не нужно.
А инжекторный автомобиль прогревать не нужно.
Качество топлива также зависит от типа двигателя. В карбюраторном можно использовать дешевый бензин с примесями, инжектор такого не выдержит. Ему нужно высококачественное топливо.
Заключение
Разница между двумя видами систем существенная. Но выбор зависит от предпочтений водителя. Если он привык сам ремонтировать автомобиль и желает сэкономить на топливе, то лучше приобрести старые модели с карбюраторными двигателями. А для тех, кому проще заплатить за ремонт, но получить более мощный транспорт, стоит остановиться на инжекторной системе.
Карбюратор или инжектор: кто кого?
В последнее десятилетие среди автолюбителей не утихает спор: какая система лучше — карбюраторная или инжекторная. Каждая из сторон приводит свои доводы, указывает на недостатки у конкурентов и т.д. Прийти к однозначному ответу так и не удалось. Мы постараемся рассказать Вам об этих двух устройствах, дать все необходимые определения, а также сделать сравнительную характеристику систем.
Карбюратор: определение, принцип действия, типы
Карбюратор — это механическое устройство в двигателях внутреннего сгорания (ДВС), которое изготавливает и подает горючую смесь. В камерах карбюратора происходит смешивание топлива и воздуха, которые затем впрыскиваются в камеру сгорания. Классический карбюратор состоит из таких основных элементов: жиклера, дроссельной заслонки, диффузора и поплавковой камеры.
Дроссельная заслонка служит для регулировки количества поданного топлива в ДВС. Диффузор — это специальное трубчатое устройство, через которое в двигатель подается воздух. Жиклером называют специальный цилиндрический механизм, в котором сделаны отверстия, через которые в камеру сгорания поступает топливо. Количество топлива зависит от диаметра отверстий в жиклере. В поплавковую камеру, по специальной трубке, из бензобака подается топливо: если бензина много — то поплавок поднимается и иголкой перекрывает подачу бензина; мало топлива — поплавок опускается, иголка открывает отверстие и подача бензина возобновляется.
Не вдаваясь в подробности, рассмотрим принцип действии карбюратора. Попав в поплавковую камеру, топливо опускается по жиклерам в распылитель, который находится в нижней части диффузора. Вместе с ним туда же поступает и воздух. При запущенном двигателе поршень в первом такте опускается вниз, создавая пониженное давление в камере сгорания, при этом в распылителе поддерживается постоянное атмосферное давление. Из-за этой разницы топливо и воздух смешиваются и распыляются. В этот самый момент осуществляется подача искры и происходит воспламенение получившейся смеси. Это самое простое объяснение принципа работы карбюратора — если Вам нужна более подробная информация, то без труда найдёте её в Интернете.
-
Карбюратор ГАЗ-53,66,71,3402,4905,ПАЗ-672,3205 дв.53,66,672,4905
5 420 ₽ -
Карбюратор ГАЗ-3307,53,66,3308,3307,ПАЗ-3205,3206 дв.ЗМЗ-511,513,5233,5234 ПЕКАР
10 620 ₽ -
Карбюратор УАЗ-3151 дв.УМЗ-4178,4179 ПЕКАР
6 120 ₽ -
Карбюратор ГАЗ СОЛЕКС (аналог.К151) ДААЗ
6 700 ₽ -
Карбюратор ГАЗ-2410,3302 дв.ЗМЗ-402 ПЕКАР
7 300 ₽ -
Карбюратор ВАЗ-2107-20 V=1500-1600 с вакуум-корректором ДААЗ
5 935 ₽ -
Карбюратор УАЗ-452,469 дв.
 УМЗ-451,469 однокамерный ПЕКАР 6 750 ₽
УМЗ-451,469 однокамерный ПЕКАР 6 750 ₽ -
Карбюратор ЗИЛ-130,433360,442160,494560 дв.ЗИЛ-130 ПЕКАР
9 180 ₽ -
Карбюратор УАЗ Солекс ДААЗ
4 810 ₽ -
Карбюратор ВАЗ-21053-20 V=1500 ДААЗ
6 095 ₽
 УМЗ-451,469 однокамерный ПЕКАР 6 750 ₽
УМЗ-451,469 однокамерный ПЕКАР 6 750 ₽ Карбюраторы, в зависимости от характеристик, делятся на различные виды.
По направлению движения рабочей смеси различают модели:
— с нисходящим потоком — смесь движется сверху вниз;
— с восходящим потоком — поток движется вверх;
— с горизонтальным потоком.
По количеству камер карбюраторы бывают:
— однокамерные;
— двухкамерные;
— трехкамерные;
— четырехкамерные.
Есть еще ряд других характеристик, по которым классифицируют карбюраторы, но подобные классификации редко используют в автомобилестроении.
В магазине AvtoALL Вы найдете продукцию таких известных производителей, как ДААЗ, ПЕКАР, ИЖОРА и другие. Продукция данных компаний подходит для отечественных автомобилей. В нашем ассортименте есть карбюратор для ВАЗ-2107, -2108 и т.д.
Инжектор: определение, принцип работы, типы
Инжектор — это механизм, осуществляющий подачу топлива в камеру сгорания. Главное отличие от карбюраторной системы заключается в способе подачи топлива. В карбюраторных двигателях топливо буквально всасывается в цилиндр из-за разницы в давлении, при этом расходуется около 10% мощности двигателя. А вот инжектор впрыскивает топливо из форсунок в камеру сгорания.
В карбюраторных двигателях топливо буквально всасывается в цилиндр из-за разницы в давлении, при этом расходуется около 10% мощности двигателя. А вот инжектор впрыскивает топливо из форсунок в камеру сгорания.
Принцип работы инжектора следующий: у каждого цилиндра есть своя форсунка, они соединены топливной рампой. Электрический топливный насос нагнетает внутри форсунок избыточное давление. Электронная система (контроллер), получая информацию от множества датчиков, определяет момент, когда следует открыть форсунки и осуществить подачу топлива в камеру сгорания.
На любом инжекторном двигателе установлены датчики, который принимают информацию о:
- температуре охлаждающей жидкости;
- скорости автомобиля;
- детонационных процессах в двигателе;
- положении коленвала и частоте его вращения;
- электрическом напряжении в бортовой сети;
- расходе воздуха;
- положении заслонки.
Информацию с этих датчиков анализирует контроллер, который открывает и закрывает форсунки в нужный момент, регулирует подачу топлива, подает искру, определяет пропорцию смеси и т.д. Контроллер часто называют «мозгами». Именно наличие столь сложных электронных систем — главный недостаток инжектора.
В зависимости от количества форсунок и точки установки различают два вида инжекторов:
- система с центральным, или моно впрыском — на все цилиндры установлена одна форсунка. Как правило, она располагается на месте карбюратора. Инжекторы с такой конструкцией мало популярны;
- системы с распределенным впрыском — у каждого цилиндра своя форсунка.
Преимущества и недостатки различных систем подачи топлива
У инжектора и карбюратора есть как плюсы, так и минусы. Расскажем о них подробнее.
Карбюраторы имеют следующие преимущества:
- такая система проще в обслуживании и ремонте — специалисты, разбирающиеся в карбюраторах, есть практически в каждом городке;
- карбюраторы стоят дешевле, чем инжекторы, да и найти нужную модель, например, карбюратор для ВАЗ-2109, намного проще;
- такие системы подачи топлива намного менее чувствительны к качеству топлива и относительно безболезненно воспринимают заправку бензином с более низким октановым числом;
- даже на неисправном карбюраторе в большинстве случаях можно доехать до ближайшей СТО.

К недостаткам карбюраторов можно отнести повышенный расход топлива, невысокую надежность, чувствительность к внешней температуре (зимой двигатель замерзает, а летом — сильно нагревается).
Инжектор имеет следующие недостатки:
- цена — он существенно дороже, чем карбюратор;
- обслуживание — без специального оборудования невозможно провести диагностику и настройку инжектора;
- запчасти — электронное оборудование (датчики, контроллер) выходят из строя редко, однако если это произошло — готовьтесь к солидным денежным расходам;
- качество бензина — в бак машины с инжекторным двигателем нельзя заливать низкооктановое топливо.
У инжектора есть и целый ряд преимуществ:
- мощность — автомобиль с такой системой впрыска топлива на 5-10% процентов мощнее карбюраторного;
- экономичность — благодаря электронной системе расчета состава рабочей смеси инжектор экономнее карбюратора на 10-30%;
- экологичность — при работе инжекторного двигателя в атмосферу попадает на 50-75% меньше вредных веществ;
- надежность — такие системы редко выходят из строя;
- удобство — в холодное время инжекторный двигатель легко заводится и не требует длительного прогрева.
Так что же лучше? Ответ на этот вопрос дали за нас производители — сегодня уже практически все автомобили выпускают с инжекторными двигателями, хотя по нашим дорогам карбюраторные машины будут ездить еще долго. Поэтому, если Вам нужно купить карбюратор от проверенных временем отечественных производителей (ДААЗ, ПЕКАР, ИЖОРА), — обращайтесь в магазин AvtoALL.
Так что же выбрать?
Карбюраторный двигатель идеально подойдет для отдаленных районов или маленьких городов. Карбюратор довольно просто устроен, поэтому ремонт или замену можно сделать даже своими руками, если, конечно, Вы можете отличить отвертку от молотка. Да и к качеству топлива он менее прихотлив (например, карбюратор для ВАЗ-2107 отлично работает и на 92-м, и на 95-м бензине), что нередко имеет большое значение.
Да и к качеству топлива он менее прихотлив (например, карбюратор для ВАЗ-2107 отлично работает и на 92-м, и на 95-м бензине), что нередко имеет большое значение.
Инжектор же лучше подойдет жителям крупных городов, где есть множество высококлассных СТО и выбор качественного бензина. К тому же, в режиме городской езды инжекторный двигатель имеет пониженный (по сравнению с карбюраторным) расход топлива, что позволит существенно сэкономить.
Полезные советы по уходу за карбюратором и инжектором
Для того чтобы система впрыска топлива (неважно, инжекторная или карбюраторная) Вашего автомобиля прослужила долго, следует соблюдать несколько простых правил:
- регулярно меняйте топливные и воздушные фильтры. Многие автомобилисты делают это вместе с заменой масла — так просто запомнить: меняешь масло и масляный фильтр, значит, меняешь и все остальные фильтра;
- заправляйтесь только на проверенных АЗС и старайтесь не заливать бензин с низким октановым числом. Все это влияет на работу двигателя и его систем;
- периодически чистите бензобак. В нём собирается ржавчина, грязь, вода — всё это забивает жиклеры или форсунки;
- если возникла какая-то неисправность в инжекторе — лучше всего обратиться на СТО или к мастеру. Самостоятельный ремонт, если Вы не владеете специальными знаниями, может нанести серьезный вред.
Инжектор или карбюратор — что выбрать? — Рамблер/авто
Многие автомобилисты до сих пор теряются в догадках, что же лучше: карбюратор или инжектор? На вторичном рынке автомобилей можно встретить и то, и другое. Но ещё больше запутывает их одинаковая стоимость. В данной статье мы дадим подробный ответ на этот вопрос.
Чем инжекторный двигатель отличается от карбюраторногоДостоинства и недостатки инжектора Плюсы и минусы карбюратора Какой двигатель выбрать при покупке автоМожно ли заменить карбюраторный двигатель на инжектор
Чем инжекторный двигатель отличается от карбюраторного
Во время рабочего цикла в карбюраторе создаётся топливно-воздушная смесь, которая нужна силовому агрегату для его функционирования. Внутрь мотора постоянно поступает одинаковое количество ТВС, и это не зависит от количества его оборотов в тот или иной момент времени. Из-за этого система потребляет больше топлива, чем нужно, что приводит не только к выброшенным деньгам, но и загрязнению атмосферы и окружающей среды отработанными газами.
Внутрь мотора постоянно поступает одинаковое количество ТВС, и это не зависит от количества его оборотов в тот или иной момент времени. Из-за этого система потребляет больше топлива, чем нужно, что приводит не только к выброшенным деньгам, но и загрязнению атмосферы и окружающей среды отработанными газами.
Давайте теперь разберёмся, в чём главная разница между инжекторным и карбюраторным двигателем. В инжекторных двигателях топливно-воздушная смесь рассчитывается и далее дозируется центральным электронным блоком управления. В данном случае расход топлива значительно сокращается, а это экономит денежные средства автовладельца и менее пагубно сказывается на окружающей среде. Вот и ответ ещё на один вопрос: что же экономичнее — карбюратор или инжектор.
В двигателях с инжекторной системой впрыска ТВС можно увеличить мощность на 10% и улучшить динамические характеристики автомобиля. Инжектор не реагирует на резкие температурные перепады. Прекрасно эксплуатируется и в жару, и в морозы. Зато карбюраторные двигатели значительно менее прихотливы к качеству заливаемого топлива. Но это совсем не означает, что в них можно лить что попало. В случае систематического заливания низкокачественного топлива можно заработать немалые проблемы с ходовой частью автомобиля. Зато в случае выхода карбюратора из строя, его ремонт можно провести своими руками. Плюс стоимость запчастей для него по карману многим.
Инжектор выходит из строя гораздо реже, и конструкция его более надёжна, хотя и сложнее. Вот только если понадобится ремонт, придется попотеть. Чтобы диагностировать поломку, потребуется специальное оборудование. Замена некоторых узлов может вылиться в круглую сумму.
Давайте лаконично резюмируем наше сравнение инжектора и карбюратора и подытожим, какая между ними основная разница:
Карбюратор втягивает горючее в двигатель, а инжектор дозированно распределяет ТВС по цилиндрам. Карбюратор работает нестабильно, на это влияет множество факторов. Инжектор более эффективен в эксплуатации и менее подвержен действию внешних раздражителей. Работа инжектора не зависит от температурного режима, когда карбюратор летом перегревается, а зимой замерзает. Инжекторный двигатель экологичнее. Силовой агрегат с инжектором легче набирает обороты, чем карбюраторный. Инжектор расходует топливо экономнее карбюратора на 40%. Карбюратор ломается чаще, но его ремонт можно осуществить самостоятельно в гараже. Инжектор более избирателен в плане заливаемого топлива.
Инжектор более эффективен в эксплуатации и менее подвержен действию внешних раздражителей. Работа инжектора не зависит от температурного режима, когда карбюратор летом перегревается, а зимой замерзает. Инжекторный двигатель экологичнее. Силовой агрегат с инжектором легче набирает обороты, чем карбюраторный. Инжектор расходует топливо экономнее карбюратора на 40%. Карбюратор ломается чаще, но его ремонт можно осуществить самостоятельно в гараже. Инжектор более избирателен в плане заливаемого топлива.
Интересно! Для предотвращения смертей коал в Австралии над трассой протягивают импровизированные канатные мосты между стволами бамбука. Животные понимают, что это для их блага, и передвигаются по ним.
Достоинства и недостатки инжектора
Основная причина, которая послужила катализатором повсеместной «инжекторизации», — это глобальная экологическая проблема Земли. В автомобилях с инжекторными двигателями выхлопные газы содержат токсичных веществ на 60-70% меньше, чем с карбюраторными. Но только лишь малая часть автомобилистов оценит такой вклад в экологию, когда большинство предпочитают инжектор по другой причине — высокий КПД силового агрегата.
В отличие от карбюраторной системы впрыска, инжекторная менее подвержена поломкам, так как имеет более продуманную конструкцию. А ведь из-за чего чаще всего страдают карбюраторы? Из-за всякой мелочи, которая забивает и засоряет систему питания двигателя. В инжекторе вероятность таких поломок сведена к нулю.
Но инжекторы имеют и свои недостатки. И это связано со сложностью самостоятельного определения проблемы и дороговизной обслуживания. Все элементы приходится чаще менять, чем ремонтировать, в отличие от «спартанского» карбюратора.
Заливать в автомобиль с инжекторным впрыском следует только высококачественное топливо. Смолы и разного рода примеси некачественного бензина ухудшают работоспособность инжектора. От их количества зависит периодичность промывания топливной системы.
Плюсы и минусы карбюратора
Выясняя преимущества и недостатки карбюраторного двигателя, нельзя не отметить простоту его устройства. Это, пожалуй, его основной плюс. Если в нём нашлась какая-то неисправность, его можно разобрать своими руками, прочистить и не боясь отрегулировать. Его можно точно настроить под определённые нужды водителя и автомобиля. Запчасти к карбюратору достать легко, и стоят они недорого.
Это, пожалуй, его основной плюс. Если в нём нашлась какая-то неисправность, его можно разобрать своими руками, прочистить и не боясь отрегулировать. Его можно точно настроить под определённые нужды водителя и автомобиля. Запчасти к карбюратору достать легко, и стоят они недорого.
Карбюраторные двигатели менее требовательны к октановому числу, так что они «питаются» даже АИ-76.
Карбюраторные моторы показывают хорошую динамику за счёт формирования оптимального состава ТВС для каждого периода функционирования двигателя.
Наиболее крупный недостаток карбюраторного двигателя — это недостаточный КПД. Только 10% идёт работу самой топливной системы.
Карбюраторные двигатели не соответствуют даже самым низким требованиям экологических стандартов Евро, поэтому их и не устанавливают на новые модели автомобилей. И ещё один важный недостаток — это сильная чувствительность к низким и высоким температурам.
Знаете ли Вы? Автомобильный концерн Jaguar разрабатывает систему проецирования движущихся изображений на лобовое стекло машины. Эта технология поможет водителям лучше контролировать автомобиль во время вождения.
Какой двигатель выбрать при покупке авто
Как вы уже поняли, невозможно единогласно ответить на вопрос, что лучше — карбюратор или инжектор. Здесь нужно отталкиваться от конкретных приоритетов владельцев автомобилей и их потребностей. Например, людям, живущим в деревне, лучше ездить на автомобиле с карбюраторной системой впрыска топлива.
Ведь мало в каком селе найдётся профессиональный автосервис с оборудованием, которое подойдёт для корректной диагностики неисправного инжектора.
Можно, конечно, вызвать специалиста на дом или эвакуировать авто на СТО, но это уже дополнительные расходы. Да, оно того будет стоить, если поломка действительно масштабная. Но если просто накрылся какой-то датчик, стоимость которого небольшая, и работапо его заменезаймёт минут пятнадцать? В таком случае карбюратор более актуален.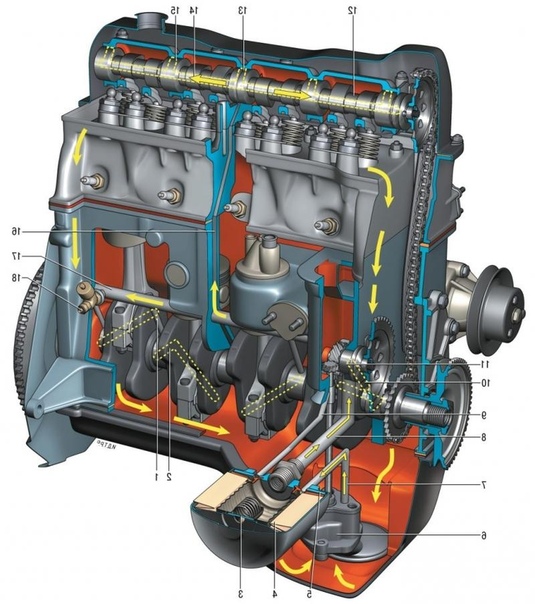
Важно! Также это следует принять во внимание и тем, кто живёт в городе, но любит активный отдых: охота, рыбалка, выезд в лес по грибы.
Конечно, если автовладелец живёт в большом городе, где профессиональные автосервисы расположены на каждом километре, то это не имеет большого значения. Но вот занятому человеку, у которого каждая минута на счету, возиться зимним утром с автомобилем, который никак не может завестись из-за непрогретого карбюратора, — это чревато. Ведь кто знает, сколько потом ещё придётся простоять в пробках.
Также возникает много споров и относительно экономичности этих двух топливных систем. Как мы уже говорили, инжекторные двигатели значительно разумнее расходуют топливо, но… Можно настроить карбюратор так, что топливо будет расходоваться не больше, чем с инжектором. Всё зависит не только от начинки, но и от самого автовладельца.
Можно ли заменить карбюраторный двигатель на инжектор
Очень часто можно встретить автомобилистов, «голубая мечта» которых — это установка инжектора вместо старого карбюратора. Причины для этого могут быть разнообразные. Кто-то не хочет отставать от прогресса, кому-то надоело возиться с карбюратором, а кто-то просто любит что-то переделывать в автомобиле.
Важно! Не рекомендуем заниматься этим, если автомобиль сам по себе достаточно стар.
Описание самой процедуры займёт отдельный материал, поэтому только скажем, что это сделать реально, если хорошо подготовиться. Но здесь не всё так просто, и не получится демонтировать карбюратор и просто поставить на его место инжектор. Придётся прикупить ещё около полусотни различных деталей и узлов. Нужно будет менять систему зажигания, систему топлива, генератор и прочее. Только сами детали обойдутся, как минимум, в 200 долларов. Самостоятельная переделка в среднем займёт три-четыре дня. Такая переработка должна себя оправдать, для начала, возросшей мощностью.
Если же поручить работу кому-то другому, тогда ещё половину денег будьте готовы выложить этому человеку. Проще будет продать свой автомобиль, а эти деньги использовать для покупки машины с инжекторным агрегатом.
Проще будет продать свой автомобиль, а эти деньги использовать для покупки машины с инжекторным агрегатом.
Интересно! Рабочий микроавтомобиль, который попал в Книгу Рекордов Гиннеса, сконструировал известный изобретатель Austin Coulson. Размеры этого электромобиля — как у детской коляски. Место предусмотрено только для водителя, даже взрослого. Транспортное средство полностью функционально. В нём имеются даже поворотники, дворники и ремни безопасности.
Что такое инжектор — от чего едет автомобиль?
Двигатель автомобиля – сложная система, которая работает слаженно в любых условиях. Еще несколько десятилетий назад автомобили были оснащены карбюраторами, со временем данная технология устарела, а ей на смену пришел инжектор. Инжекторный двигатель – это двигатель с инжекторной подачей топлива. Данная технология подачи топлива имеет некоторые весомые преимущества перед карбюраторной и устанавливается на современных автомобилях, которые работают на бензине.
Принцип работы инжектора в системе подачи топлива
Сегодня инжектор полностью заменил карбюратор. Его эффективность на порядок выше, чем у его предшественника. Именно инжекторным двигателям приписывают улучшенные параметры разгона, снижение потребления топлива, особенные экологические показатели. Все эти возможности достигаются без ручной регулировки или других манипуляций. Такой прорыв стал возможен благодаря самонастройке и работе кислородного датчика.
Принцип работы инжектора в системе подачи топлива заключается в подаче топлива и воздуха через специальные форсунки. Они могут располагаться во впускном коллекторе. Такая система называется моновпрыск. Она уже отошла в прошлое, так как имеет существенные недостатки. Также форсунки могут располагаться в области впускного клапана каждого цилиндра. Такая система называется распределенный впрыск топливно-воздушной смеси. Еще одно место расположения форсунок – головки цилиндров. Такая система называется прямым впрыском и используется повсеместно. Впрыск топливно-воздушной смеси осуществляется прямо в камеру сгорания. Система распределенного впрыска классифицируется по следующим типам:
Такая система называется прямым впрыском и используется повсеместно. Впрыск топливно-воздушной смеси осуществляется прямо в камеру сгорания. Система распределенного впрыска классифицируется по следующим типам:
— одновременный – когда все форсунки одновременно подают топливо;
— парно-параллельный – происходит парное открытие форсунок. Одна открывается перед впрыском, а другая открывается перед выпуском. Этот метод применяется во время запуска двигателя;
— фазированный тип – это режим, когда форсунка открывается перед тактом впрыска;
— прямой тип – когда впуск происходит прямо в камеру сгорания.
Для того чтобы состоялся впрыск смеси, к форсункам подводится топливо под давлением с помощью электрического насоса. Электрические импульсы поступают с бортового компьютера автомобиля. Продолжительность импульсов и количество топлива в каждом впрыске рассчитывается на основании данных, полученных с датчиков, которые считывают информацию о работе двигателя.
Современные автомобили оснащаются большим количеством разнообразных датчиков, которые считывают информацию, синхронизируют и оптимизируют работу двигателя и других систем. Это позволяет использовать оптимальное количество топлива и энергии для работы и движения автомобиля.
Схема работы инжектора
Работа современного автомобиля – это не только двигатель и крутящий момент, это еще и электронное управление с помощью бортового компьютера. Работа инжектора также зависит от программ установленных в главном «мозге» автомобиля. Схема работы инжектора выглядит следующим образом. На множество датчиков расположенных в двигателе поступает информация о количестве потребляемого топлива, о скоростном режиме, о напряжении в сети автомобиля и другие данные.
Контроллер в свою очередь получает эти данные и обрабатывает их и осуществляет управление системами и приборами. В частности он осуществляет подачу топлива, а точнее регулирует количество впрысков и их величину. Изменения параметров в инжекторной системе осуществляется в соответствии с полученными данными.
В частности он осуществляет подачу топлива, а точнее регулирует количество впрысков и их величину. Изменения параметров в инжекторной системе осуществляется в соответствии с полученными данными.
Устройство простейшего инжектора
Для того чтобы лучше понять, как работает инжектор необходимо рассмотреть его устройство. Так данная система включает следующие детали:
• электрический бензонасос;
• ЭБУ или контроллер;
• регулятор давления;
• датчики;
• форсунки или непосредственно инжектор.
Электрический бензонасос подает топливо, регулятор давления поддерживает разницу давления между давлением в инжекторах и давлением воздуха в впускном коллекторе. Контроллер воспринимает информацию от различных датчиков и обрабатывает ее. В соответствии с показателями датчиков температуры двигателя, детонации, распределительного и коленчатого вала принимаются решения о количестве топлива для впрыска в каждый цилиндр или другие решения, которые позволяют системе слаженно работать.
Неисправности инжектора и методы их исправления
Эффективная работа двигателя, оптимальное потребление топлива, гарантия чистоты выхлопных газов – это результат работы множество устройств и датчиков, в том числе и инжектора. Они должны быть чистыми, только в этом случае параметры, означенные выше будут стабильными. Также важно быстро определить и устранить неисправность инжекторов. Даже незначительное засорение форсунок может сказаться на снижении оборотов двигателя, может привести к затрудненным зажиганию и разгону до определенной скорости, увеличить потребление топлива или даже сказаться на уровне вредных веществ в выхлопах.
Современные автомобили оснащены электронными датчиками, которые выводят информацию на монитор, расположенный на приборной панели и водитель видит, что появилась неисправность, которую нужно исправить.
Засоряется инжектор самим топливом, которое состоит из сложных химических соединений, тяжелых парафинов. В момент, когда двигатель выключается часть топлива остается в форсунках. Под воздействием температуры оно испаряется, а парафины застывают. Они и являются главным препятствием для работы инжекторной системы.
В момент, когда двигатель выключается часть топлива остается в форсунках. Под воздействием температуры оно испаряется, а парафины застывают. Они и являются главным препятствием для работы инжекторной системы.
Для того чтобы вернуть нормальную работу системы необходимо очистить инжекторы. Этот процесс может осуществлять двумя способами: непосредственно в двигателе или же на снятом инжекторе. Первый способ является наиболее простым и доступным. Он не требует особых знаний и навыков. Сама процедура занимает немного времени. Для того чтобы почистить инжектор требуется компрессор и специальная жидкость. Компрессор нужно установить на место топливного насоса. Он будет направлять растворитель в топливную систему. Время промывки зависит от степени загрязненности инжекторов. Если после этой процедуры работа двигателя не восстановилась, то форсунки следует очищать более радикальными методами.
Для того чтобы узнать результат промывки инжекторов одного запуска двигателя и последующего тест-драйва недостаточно. Необходимо провести анализ выхлопных газов, проверить баланс мощности двигателя, а также проверить стпень падения давления инжекторов. Если все эти показатели в норме, то можно делать вывод, что процедура прошла успешно.
Более радикальный метод очистки форсунок заключается в их демонтаже и промывке с использованием специального оборудования. Данный метод очень трудоемкий. Он требует особых навыков и знаний, которые есть у специалистов автосервиса, так как в данном случае разборке подвергается двигатель и другие прилегающие узлы. Поэтому лучше всего промыть инжекторы, не дожидаясь пока снизятся показатели двигателя.
Таким образом, инжектор – это система, которая отвечает за плавность, скорость и легкость движения, за экономичность автомобиля и его маневренность. Именно поэтому необходимо регулярно проводить профилактические очистки и следить за чистотой данной системы.
Подписывайтесь на наши ленты в таких социальных сетях как,
Facebook,
Вконтакте,
Instagram,
Pinterest,
Yandex Zen,
Twitter и
Telegram:
все самые интересные автомобильные события собранные в одном месте.
Что лучше: карбюратор или инжектор
Возможно, не все водители знают о функциональности карбюратора на своём транспортном средстве или мало в нём заинтересованы. Эта маленькая деталь может кардинально изменить впечатления от управления автомобилем. Давайте заглянем в мир доставки топлива более глубоко. Почему всё больше и больше авто сегодня имеют новые инжекторные системы? И что же всё-таки лучше: карбюратор или инжектор?
Карбюратор автомобиля
Как работает карбюратор
Карбюратор является одной из наиболее важных механических частей авто. Все двигатели для сгорания бензина требуют правильной его смеси с воздухом. И именно он является тем жизненно важным устройством, которое контролирует соотношение топливно-воздушной смеси, поступающей в двигатель. Для эффективного вывода внутри него все компоненты должны работать идеально. Правильное соотношение горючего и воздуха имеет решающее значение для работы двигателя.
Воздух поступает в устройство из воздухозаборника или через воздушный фильтр, и постепенно ускоряется из-за сужения внутренних стенок. Этот воздух дует перпендикулярно дроссельной заслонке-клапану, управляемой от троса. При натяжении трос поднимает дроссель, расположенный внутри основного корпуса устройства. Когда заслонка поднимается, быстро движущийся воздух вытягивает бензин вверх из поплавковой камеры.
От скорости поступающего через устройство воздуха зависит качество смеси воздуха и топлива для питания двигателя. И, хотя большинство современных производителей авто перешли на инжектор, есть ещё много моделей, оснащённых устаревшими двигателями.
Сильные и слабые стороны карбюратора
Это простая и недорогая система подачи топлива для двухтактного и четырёхтактного двигателей. Простота и механичность его обслуживания и ремонта возможны и довольно просты. Его можно легко настроить в соответствии с потребностями пользователя и условиями окружающей среды. Будучи механическим устройством, он однозначно реагирует на каждое возможное положение и действие топлива. Частое реагирование на обороты – очень распространённая особенность и преимущество такой системы подачи топлива. Проблема загрязнения топлива может быть проигнорирована в карбюраторном двигателе, хотя это снижает производительность. Очень подходящая система подачи топлива для недорогих и малоёмких автомобильных двигателей.
Частое реагирование на обороты – очень распространённая особенность и преимущество такой системы подачи топлива. Проблема загрязнения топлива может быть проигнорирована в карбюраторном двигателе, хотя это снижает производительность. Очень подходящая система подачи топлива для недорогих и малоёмких автомобильных двигателей.
Количество подаваемого топлива не является точным, так как оно позволяет подавать поток в соответствии со скоростью всасывания и количеством воздуха камерой сгорания. В карбюраторном двигателе значительно ниже экономия топлива. В этой системе подачи топлива холодный запуск двигателя является большой проблемой. Сухая и богатая смесь часто становится проблемой. Из-за неэффективного сгорания выброс значительно выше. В некоторых случаях двигатель получает вибрацию, а также довольно распространённой является проблема загрязнения свечей зажигания.
Принцип работы инжектора
Как наиболее распространённый метод питания двигателей внутреннего сгорания, инжектор постепенно вытеснил карбюратор. Для впрыска здесь требуется более высокое давление топлива, чтобы прокачать его через форсунки, которые потом распыляют бензин. Распыление позволяет топливу рассеиваться в виде мелкого тумана, поэтому оно может объединяться с воздухом для сжигания, когда в смесь вводится источник тепла.
Схема двигателя с инжектором
Как работает инжектор
Для двигателей с электронным впрыском топлива топливный насос забирает горючее из бензобака. Затем топливо проходит через топливопроводы и перед тем, как рассеиваться в топливной рампе, фильтруется.
ECU контролирует ширину импульса или количество времени, в течение которого топливная форсунка остаётся открытой. Блок управления двигателем заземляет инжектор и замыкает цепь, посылая ток на соленоид. Магнитное поле, создаваемое соленоидом, управляет электромагнитом, прикреплённым к плунжеру, который открывает и закрывает клапан, что позволяет топливу рассеиваться и таким образом распыляться. Для того, чтобы ECU определил, сколько топлива нужно выпустить, он опирается на датчики, которые передают информацию, включая датчики напряжения, датчики массового расхода воздуха, датчики кислорода и датчики абсолютного давления в коллекторе.
Сильные и слабые стороны инжектора
Точное количество впрыскиваемого топлива и смешивание воздуха и топлива обеспечивает максимально возможную эффективность использования топлива и выработку энергии. В двигателе с инжектором процесс сгорания значительно эффективнее. Поэтому достигается оптимальная мощность, максимизируется экономия топлива и минимизируется уровень выбросов.
Учитывая состояние окружающей среды и условия езды, этот тип двигателя автоматически уравновешивает топливовоздушную смесь. Как и предыдущий вариант, он не требует настройки с учётом условий езды. Вибрация двигателя уменьшена, и проблема загрязнения свечи зажигания здесь сведена к минимуму. Нет проблем с холодным запуском, поэтому нет необходимости в ручном блокировании.
Основные различия между системами
Отличия карбюратора от инжектора проявляются при определении их сильных и слабых сторон. Вы можете выбрать лучший вариант, сравнив их плюсы и минусы, а также функциональность по нескольким параметрам:
- Мощность и производительность.
Инжектор с электронным управлением обеспечивает более точные результаты. Поскольку он может обеспечить необходимое количество, двигатель работает с оптимальной мощностью и обеспечивает наилучшую производительность.
Карбюратор отличается от инжектора тем, что не может рассчитать точное количество топлива. Они не могут регулироваться при изменении атмосферного давления или температуры топлива.
- Выбросы и экономия топлива.
Опять же, в этом плане побеждает инжектор. Он может точно рассчитать необходимое количество топлива и воздуха и отрегулировать его в соответствии с изменениями нескольких параметров, что приводит к меньшему расходу, более высокой эффективности использования горючего и меньшим выбросам углерода. Карбюраторы не могут дать такие же результаты, потому что они обеспечивают среднее, не зависящее от условий двигателя, отношение топлива к воздуху.
Выбросы являются одним из основных факторов современного автомобилестроения и, вероятно, будут иметь ещё большее значение в будущем. Здесь инжектор имеет много преимуществ. Карбюратор был в порядке, когда мало внимания уделялось количеству выделяемого CO2, но в наши дни ограничения на выбросы автомобилей означают, что всё больше и больше производителей для своих транспортных средств будут склоняться к инжектору.
Здесь инжектор имеет много преимуществ. Карбюратор был в порядке, когда мало внимания уделялось количеству выделяемого CO2, но в наши дни ограничения на выбросы автомобилей означают, что всё больше и больше производителей для своих транспортных средств будут склоняться к инжектору.
Устройство системы впуска инжекторного двигателя
- Эксплуатационные расходы.
Если выбирать, что экономичнее – карбюратор или инжектор, то первый в этом плане выигрывает. Вы даже можете восстановить всю систему в гараже! Всё, что вам нужно, — это несколько простых ручных инструментов, ёмкость для очистки карбюратора и некоторые запасные части.
С другой стороны, инжектор является сложной системой. Если система сгорела, вам потребуется посторонняя помощь, чтобы перевезти машину в ремонтную мастерскую. Кроме того, ремонт топливной системы инжектора требует профессиональных навыков.
Карбюратор очень сложный, и для эффективной работы его необходимо правильно отрегулировать. Напротив, установка инжектора чрезвычайно проста. Карбюратор опирается на поплавок и должен регулировать количество топлива, проходящего через двигатель. С карбюраторным двигателем один цилиндр будет получать больше топлива, чем другой. В двигателе с инжектором каждый цилиндр получает одинаковое количество топлива. В этом конкретном случае мало что можно сделать, чтобы улучшить конструкцию карбюратора.
Отличие инжектора от карбюратора состоит в том, что в инжекторах горючее проходит через линию под давлением к топливным форсункам. Компьютер автомобиля инструктирует каждый инжектор о том, когда он должен открыться, и в этот момент горючее поступает в цилиндры. По мере прохождения через цилиндр топливо распыляется, что способствует более эффективному сгоранию.
- Структурная разница.
Конструкция карбюратора полностью отличается от инжектора. Карбюратор – воздухозаборник через воздушный фильтр, после чего идёт воздушный клапан, а после этого воздух проходит через трубу, в которой он смешивается с топливом. затем идёт дроссельный клапан, после которого топливовоздушная смесь проходит в двигатель. Конструкция инжектора состоит из следующих элементов: уплотнительное кольцо, фильтр, электрический разъём, электрическая катушка, магнит, пружина, уплотнительное кольцо, клапан и колпачок.
затем идёт дроссельный клапан, после которого топливовоздушная смесь проходит в двигатель. Конструкция инжектора состоит из следующих элементов: уплотнительное кольцо, фильтр, электрический разъём, электрическая катушка, магнит, пружина, уплотнительное кольцо, клапан и колпачок.
Двигатель с карбюратором стоит примерно в пять раз дешевле, чем двигатель с инжектором, что обеспечивает очень большую экономию. Однако затраты на техническое обслуживание карбюраторного двигателя, как правило, выше, чем для двигателя с инжектором, поэтому в быстрой перспективе всё это может учитываться.
Цены на инжекторы по сравнению с карбюраторами могут сильно различаться. В частности, непосредственный впрыск топлива обычно значительно более дорогостоящий, чем центральный или распределённый.
- Категория устройства.
Карбюратор – это чисто механическое устройство, где топливный инжектор может быть чисто механическим или электрическим устройством (большинство теперь электрические).
- Диагностика проблемы.
Полная электронная природа электрического топливного инжектора позволяет определить проблемы, просто подключив блок управления двигателем к диагностическому устройству или компьютеру, где, как и в карбюраторах, для технического обслуживания и настройки требуется особый опыт, поскольку это должно быть сделано вручную.
Компьютерная диагностика двигателя
Преимущества и недостатки систем
Преимущества карбюраторов:
- Карбюраторы стоят дешевле, просты в эксплуатации и легко ремонтируются или заменяются.
- Карбюраторы позволяют настраивать их под свои требования.
- Поскольку карбюраторы не встроены в двигатели, их можно ремонтировать или заменять, не касаясь двигателя.
Недостатки карбюраторов:
- Не самые эффективные системы, устаревшая конструкция.
- Большинство карбюраторов имеют небольшое отставание, что приводит к относительно медленному отклику дроссельной заслонки.
- Некоторые компоненты, такие как диафрагма, относительно деликатны и подвержены повреждениям.
Преимущества инжектора перед карбюратором:
- Оптимизированная надёжная воздушно-топливная смесь и распыление обеспечивают более чистое и эффективное сжигание.
- Отклик дроссельной заслонки гораздо быстрый.
- Лучшая топливная эффективность и немного большая мощность, чем у карбюраторных систем.
- Обычно не требуют технического обслуживания и не выходят из строя.
Недостатки инжектора:
- Существенно дороже карбюраторов.
- Не могут быть отремонтированы с помощью простых инструментов, должны быть заменены, что дорого.
- Не может быть настроен, если вы не имеете соответствующего оборудования и ПО, что опять-таки дорого.
Выбор оптимальной системы подачи топлива
В спорах о том, что лучше – инжектор или карбюратор, у автолюбителей мнения всегда расходятся. Некоторые думают, что только карбюратор справляется с работой двигателя, в то время как другие убеждены в необходимости использования инжектора. Так какой из этих вариантов лучший?
Кажется, что инжектор является лучшим вариантом. Хотя большинство небольших двигателей используют карбюраторную систему из-за её простоты и низких цен, а также меньших затрат на техническое обслуживание, инжектор является идеальным выбором для современных транспортных средств для повышения производительности, снижения выбросов и экономии топлива.
Если мощность и производительность являются основными критериями при выборе двигателя, вы будете твёрдо на стороне карбюраторов. Это связано с тем, что карбюраторный двигатель не имеет ограничений по количеству топлива, которое можно выкачать из бака. Это означает, что модификации кулачка позволят большему количеству топлива проникать через карбюратор и в цилиндры. Это приводит к более плотной смеси в камере и более высоким уровням мощности.
Единственный способ конкурировать с инжектором – это турбонаддув, чтобы достичь такой же эластичности горючего и его производительности. Однако для обычной ежедневной езды дополнительная мощность не имеет большого значения. Избыточная мощность всегда приведёт к увеличению потребления топлива, что, в свою очередь, вызовет увеличение затрат.
Хотя карбюратор, возможно, существует уже более века, инжектор явно превосходит его по функциональности и производительности, обеспечивая лучшую мощность, экономию топлива и меньшие выбросы. Для современного водителя этого вполне достаточно, чтобы сделать выбор. Если вы поклонник новейших технологий, то вы определённо предпочтёте инжектор вместо карбюратора. Карбюраторы – это старая школа, но это не значит, что они плохие. Карбюраторы предлагают простоту, тогда как инжектор намного сложнее. Если вы смотрите на классический Mustang или винтажный Chevy C10, есть вероятность, что он будет оснащён карбюратором. Не зря многие старые автолюбители вместо новой системы предпочли бы заменить её на проверенный карбюратор.
Все, что вам нужно знать о литье под давлением
Что такое литье под давлением:
Литье под давлением — это производственный процесс для изготовления деталей в больших объемах. Чаще всего он используется в процессах массового производства, когда одна и та же деталь создается тысячи или даже миллионы раз подряд.
Зачем использовать литье под давлением:
Основным преимуществом литья под давлением является возможность масштабного производства. После оплаты первоначальных затрат цена за единицу продукции при литье под давлением становится чрезвычайно низкой.Цена также имеет тенденцию резко падать по мере производства большего количества деталей. К другим преимуществам можно отнести следующие:
- Литье под давлением обеспечивает низкий процент брака. по сравнению с традиционными производственными процессами, такими как обработка с ЧПУ, которая вырезает значительную часть исходного пластикового блока или листа. Однако это может быть отрицательным по сравнению с процессами аддитивного производства, такими как 3D-печать, которые имеют еще более низкий процент брака. Примечание. Пластиковые отходы производства литья под давлением обычно поступают из четырех областей: литника, направляющих, мест расположения затворов и любого материала перелива, который вытекает из самой полости детали (состояние, называемое «вспышкой»).
Изображение с сайта Ferris.edu
Литниковый канал — это просто канал, который направляет расплавленный пластик от сопла литьевой машины к точке входа всего инструмента для литья под давлением. Это отдельная часть от самого пресс-формы. Бегунок — это система каналов, которые встречаются с литником, обычно внутри или как часть пресс-формы, которые направляют расплавленный пластик в полости детали внутри пресс-формы. Есть две основные категории бегунов (горячие и холодные), о которых вы можете прочитать здесь.Наконец, затвор — это часть канала после бегунка, которая ведет непосредственно в полость детали. После цикла литьевой формы (обычно длится всего несколько секунд) весь расплавленный пластик охлаждается, оставляя твердый пластик в литнике, направляющих, затворах, самих полостях деталей, а также возможно небольшое перетекание по краям деталей ( если печать не на 100% правильная).
Термореактивный материал, такой как эпоксидная смола, которая затвердевает при контакте с воздухом, представляет собой материал, который затвердевает и будет гореть после затвердевания, если предпринять одну попытку расплавить его.Напротив, термопластический материал — это пластик, который можно расплавить, охладить и затвердеть, а затем снова расплавить без горения. С термопластическими материалами материал может быть повторно использован повторно. Иногда это происходит прямо в заводском цехе. Они измельчают литники / направляющие и любые бракованные детали. Затем они добавляют этот материал обратно в сырье, которое попадает в литьевой пресс. Этот материал называют «переточить». Как правило, отделы контроля качества ограничивают количество измельченного материала, которое может быть возвращено в пресс.(Некоторые эксплуатационные свойства пластика могут ухудшаться при многократном формовании). Или, если у них его много, фабрика может продать эту повторную помолу какой-нибудь другой фабрике, которая сможет ее использовать. Обычно измельченный материал используется для некачественных деталей, не требующих высоких эксплуатационных свойств.
- Литье под давлением очень воспроизводимо. То есть вторая часть, которую вы производите, будет практически идентична первой и т. Д. Это замечательная характеристика, когда вы пытаетесь добиться единообразия бренда и надежности детали при крупносерийном производстве.
Каковы недостатки литья под давлением:
Первоначальные затраты, как правило, очень высоки из-за требований к конструкции, испытаниям и инструментам. Если вы собираетесь производить детали в больших объемах, вам нужно убедиться, что вы получите правильный дизайн с первого раза. Это сложнее, чем вы думаете. Правильный дизайн включает:
- Проектирование и создание прототипа самой детали в соответствии со спецификацией
- Первоначальная разработка прототипа обычно завершается на 3D-принтере и часто из другого материала (например, АБС-пластика), чем окончательная часть будет построена в
- Проектирование пресс-формы для первого производственного цикла
- Обычно создание 300-1000 прототипов, полученных литьем под давлением, в производственном материале требует разработки инструмента для литья под давлением.
- Доработка любых деталей в инструменте для литья под давлением перед массовым производством на заводе по производству литьевых форм.
Потенциально отрицательные аспекты литья под давлением включают следующее:
- Двумя основными недостатками литья под давлением являются высокая стоимость инструмента, и большие требуемые сроки выполнения заказа. Инструментальная оснастка — это почти отдельный проект и только одна фаза всего процесса литья под давлением.Прежде чем вы сможете изготавливать отлитую под давлением деталь, вам сначала нужно спроектировать и создать прототип детали (возможно, с помощью ЧПУ или 3D-печати), затем вам нужно спроектировать и создать прототип инструмента для литья под давлением, который может производить копии детали в объеме. Наконец, как правило, после обширных испытаний на обоих вышеупомянутых этапах вы получаете деталь для литья под давлением. Как вы понимаете, вся итерация, необходимая для исправления инструмента перед массовым производством, требует как времени, так и денег. Редко можно создать прототип инструмента для литья под давлением.Однако такое случается, особенно с деталями, которые будут изготавливаться в многогнездном инструменте. Например, предположим, что мы собирались отлить под давлением новую крышку от бутылки шампуня. Эта крышка, вероятно, будет иметь резьбу, чтобы прикрепить ее к бутылке, живой шарнир, защелкивающееся закрытие и, возможно, некоторое формование. Компания может сделать инструмент с одной полостью для этой детали, чтобы гарантировать, что все элементы будут отливаться по желанию. После утверждения они изготовят новый инструмент, способный, например, отливать, например, 16 колпачков за раз.Сначала они делают инструмент с одной полостью, поэтому, если есть какие-либо проблемы, им не нужно платить и ждать, пока он будет исправлен 16 раз для каждой полости.
- Поскольку инструменты обычно изготавливаются из стали (очень твердый материал) или алюминия, может быть сложно внести изменения . Если вы хотите добавить в деталь пластик, вы всегда можете увеличить полость для инструмента, отрезав сталь или алюминий. Но если вы пытаетесь убрать пластик, вам нужно уменьшить размер полости инструмента, добавив в нее алюминий или металл.Это чрезвычайно сложно и во многих случаях может означать необходимость полностью выбросить инструмент (или его часть) и начать все сначала. В других случаях вы можете приварить металл в нежелательную полость.
- Для литья под давлением необходима равномерная толщина стенок. Если бы вы вырезали поперечное сечение формы Panasonic, показанной выше, вы бы заметили, что толщина стенок составляет примерно 2-3 мм. Чтобы стены не были слишком толстыми, важно предотвратить несоответствия в процессе охлаждения, приводящие к дефектам, например, вмятинам.Хорошее практическое правило — толщина стен должна быть не более 4 мм. Чем толще стены, тем больше материала вы будете использовать, тем больше будет время цикла и тем выше будет стоимость детали. И наоборот, если толщина стенки меньше 1 мм или около того, у вас могут возникнуть проблемы с заполнением пресс-формы (что приведет к зазорам или коротким выстрелам). Дизайнеры могут компенсировать эту возможность, используя материал с более высоким индексом текучести, например нейлон, который часто подходит для стен толщиной до 0.5мм. Различные производственные технологии, такие как ЧПУ, вообще не требуют одинаковой толщины стенок.
- Часто крупные детали не могут быть изготовлены методом литья под давлением как единое целое. Это связано с ограничениями размеров машин для литья под давлением и самих инструментов для форм. В качестве примера большой детали, отлитой под давлением, рассмотрим тележки для покупок в Target. Хотя существует оборудование для формования очень больших деталей (например, 1000-тонные прессы размером примерно с вагончик поезда), его использование очень дорогое.По этой причине объекты, которые больше, чем возможности типичной машины для литья под давлением, чаще всего создаются из нескольких частей. Станки с ЧПУ имеют аналогичные ограничения в отношении размера продукта, в то время как 3D-печать имеет еще больше ограничений. ЧПУ ограничено перемещением и размером станины в фрезерном станке, в то время как большие 3D-печатные детали часто необходимо распечатать в виде нескольких частей, а затем склеить вместе.
- Чтобы избежать больших поднутрений, необходимо опытное проектирование, и они часто могут увеличить стоимость проекта.
Что нужно учитывать при литье под давлением:
Прежде чем приступить к изготовлению детали методом литья под давлением, рассмотрите несколько из следующих моментов:
- Финансовые аспекты
- Начальная стоимость: Подготовка продукта для литья под давлением требует больших начальных вложений. Убедитесь, что вы понимаете этот важный момент заранее.
- Количество в производстве
- Определить количество произведенных деталей, при которых литье под давлением становится наиболее экономичным методом производства
- Определите количество произведенных деталей, при котором вы ожидаете окупить свои инвестиции (учитывайте затраты на проектирование, тестирование, производство, сборку, маркетинг и распространение, а также ожидаемую цену продаж).Используйте консервативную маржу.
- Соображения по конструкции
- Дизайн детали: вы хотите разработать деталь с первого дня с учетом литья под давлением. Упрощение геометрии и минимизация количества деталей на раннем этапе принесут дивиденды в будущем.
- Конструкция инструмента: Обязательно спроектируйте инструмент для пресс-формы, чтобы предотвратить дефекты во время производства. Список 10 распространенных дефектов литья под давлением и способы их устранения или предотвращения читайте здесь. Рассмотрите расположение ворот и запустите моделирование с помощью программного обеспечения для литья под давлением, такого как Solidworks Plastics.
- Производственные аспекты
- Время цикла: Минимизируйте время цикла насколько это возможно. Поможет использование машин с технологией горячеканальной системы, а также продуманная оснастка. Небольшие изменения могут иметь большое значение, а сокращение времени цикла на несколько секунд может привести к большой экономии, когда вы производите миллионы деталей.
- Сборка: спроектируйте деталь так, чтобы минимизировать сборку. Большая часть причин, по которым литье под давлением выполняется в Юго-Восточной Азии, — это стоимость сборки простых деталей во время цикла литья под давлением.Если вы сможете спроектировать сборку вне процесса, вы значительно сэкономите на стоимости рабочей силы.
Пример (проектирование для литья под давлением)
Проектирование детали, подходящей для литья под давлением, по сравнению с деталью, подходящей для механической обработки, термического формования или 3D-печати, означает учет некоторых различий между различными технологиями изготовления и определение того, когда ваш проект лучше подходит для одного или другого.Типичные детали, которые могут потребоваться для литья под давлением, включают соединения, кронштейны или корпуса. Например, большинство бытовых электронных инструментов изготавливаются с пластиковой оболочкой (корпусом), отлитой под давлением и используемой в качестве корпуса инструмента.
Рассмотрим корпус электродрели производства Panasonic (см. Ниже):Изображение предоставлено Panasonic
Одним из наиболее очевидных преимуществ литья под давлением является то, что корпус служит нескольким целям.Во-первых, он служит средством взаимодействия с конечным пользователем. Он также служит гнездом для аккумулятора и двигателя, а также местом расположения различных винтовых втулок, которые будут использоваться для скрепления устройства вместе после сборки внутренних частей. Другими словами, литье под давлением чрезвычайно эффективно, когда вам нужно организовать множество внутренних деталей внутри корпуса. Как следствие, это фантастический способ уменьшить общее количество деталей на («количество штук»). Следует отметить, что эта деталь также является формованной частью.Подробнее об этом процессе читайте здесь.
Некоторые из других причин, по которым литье под давлением хорошо подходит для этого примера, включают тот факт, что сверло производится в больших объемах. То есть Panasonic создает большое количество копий одной и той же ручки дрели. Литье под давлением отлично подходит для такого крупносерийного производства , потому что высокие первоначальные затраты окупают производителя с низкими затратами на единицу продукции. По этой же причине литье под давлением может быть плохим выбором для мелкосерийного производства.Кроме того, следует отметить, что при использовании литья под давлением существуют некоторые конструктивные ограничения. Например, деталь имеет почти одинаковую толщину стенок (что важно во избежание дефектов), а деталь изготовлена из термопластического материала (что позволяет многократно расплавлять твердую пластмассовую массу для данной процедуры). Если бы вы разрабатывали деталь из термореактивного материала, то литье под давлением было бы более тонким. Термореактивный материал можно формовать под давлением, но сделать это можно только один раз. Попытка расплавить термореактивный пластик второй раз приведет к возгоранию материала.Точно так же деталь с различной толщиной стенок потребовала бы большего внимания при проектировании пресс-формы, чтобы обеспечить равномерное охлаждение и избежать дефектов во время производства.
Заключение
Литье под давлением — отличная технология для массового производства готовой продукции. Это также полезно для доработанных прототипов, которые используются для тестирования потребителя и / или продукта. Однако до этой поздней стадии производства 3D-печать является гораздо более доступной и гибкой для продуктов на ранних стадиях проектирования.
Литье пластмасс под давлением 101 — Основы литьевого пресса
Наш веб-сайт часто посещают дизайнеры продукции, инженеры и агенты по закупкам, которые ищут информацию о литье пластмасс под давлением. Имея это в виду, мы создали новую серию статей, которые призваны дать нашим читателям лучшее представление о печатных машинах, процессах и подводных камнях в нашей отрасли.
Мы начинаем нашу серию с информации об основах пресса для литья пластмасс под давлением.Мы надеемся, что эта информация окажется для вас полезной. Если у вас есть конкретные вопросы, не стесняйтесь обращаться к нам.
Основы инъекционного пресса
В то время как машины для литья пластмасс под давлением помогут вам определить размер машины, необходимой для получения наилучшего результата, проектировщик или инженер может получить хорошую оценку на основе некоторой базовой информации. Зная примерно, какого размера вам потребуется машина, вы сможете лучше подобрать машину для литья пластмасс под давлением, которая будет соответствовать вашим потребностям.
Во-первых, давайте кратко рассмотрим, как классифицируются или классифицируются прессы для литья пластмасс под давлением:
Часто компании, производящие литье пластмасс, размещают на своих веб-сайтах перечень оборудования для литья под давлением. Это может выглядеть примерно так:
Литье под давлением 3-68 тонн
Литье под давлением 5–123 тонн
Литье под давлением 5–154 тонны
Литье под давлением 5-202 тонн
Литьевые прессы на 5–233 тонны
Литьевые прессы емкостью 4–400 тонн
Итак, что это значит?
Прессы для литья пластмасс под давлением классифицируются или оцениваются в зависимости от тоннажа, или, более конкретно, давления или силы зажима.Прессы могут работать с давлением зажима от менее 5 тонн до более 4000. Чем выше номинальная тонна пресса, тем больше машина.
Станок грузоподъемностью 68 тонн может обеспечить давление зажима 68 тонн. Это давление удерживает форму закрытой во время процесса впрыска. Слишком большое или слишком маленькое давление может вызвать проблемы с качеством. Слишком большое или слишком маленькое давление также может привести к появлению заусенцев, когда на кромке детали появляется лишний материал. Давление также влияет на вязкость пластика, используемого в проекте.Индекс текучести расплава или MFI — это показатель легкости текучести расплава термопластичного полимера. Пластиковые компаунды по-разному реагируют на давление в зависимости от их MFI. Чем выше MFI, тем выше необходимое давление.
Во-вторых, давайте выясним, какое усилие зажима или давление требуется.
Есть много факторов, которые принимаются во внимание при определении размера пресса. Размер детали, используемый полимер и фактор безопасности. Коэффициент безопасности — это дополнительный числовой процентный буфер, который добавляется к расчету, чтобы избежать дефектов в конечной детали.Некоторые рекомендуют добавить 10%, чтобы учесть запас прочности. Как упоминалось ранее, MFI (индекс текучести расплава) пластмассы также влияет на давление, необходимое для изготовления детали. Многие расчеты включают размер плиты, а также размер пресс-формы и детали, однако, чтобы оценить размер пресса, который потребуется вашему проекту, мы еще больше упростили его.
Многие профессионалы в области литья пластмасс используют общее правило: в 2,5 раза больше площади поверхности в квадратных дюймах изготавливаемой детали.Итак, если у вас есть деталь площадью 42 квадратных дюйма, вам понадобится пресс с давлением 105 тонн. Если вы добавите 10% для коэффициента запаса прочности, вам понадобится пресс с минимальным усилием зажима 115 тонн. Пресс размером 120 тонн сможет вместить ваш пластиковый продукт, полученный литьем под давлением.
Наконец, давайте посмотрим, как определить машину для литья пластмасс под давлением, которая подходит для вашего проекта.
После того, как вы оцените размер пресса, который вам понадобится, вы сможете определить компании, занимающиеся литьем пластмасс под давлением, которые будут соответствовать вашим требованиям.Как правило, формовщики с большим количеством и более широким выбором размеров пресса смогут удовлетворить потребности вашего проекта. Если вы не работаете с готовой пресс-формой, поищите компанию по литью пластика, которая может спроектировать и изготовить пресс-форму. Они будут лучше понимать, как максимизировать производственный процесс, и часто будут предлагать припуски на инструменты. Это, в свою очередь, минимизирует общую стоимость вашего проекта.
В конце концов, ваша машина для литья пластмасс под давлением определит, какая машина лучше всего подходит для вашего проекта.Прессы большего размера могут использоваться для пресс-форм большего размера и пресс-форм с несколькими полостями, что часто снижает стоимость детали. Однако формы большего размера дороже. Выбор правильного размера пресса может сбалансировать первоначальные затраты на инструмент с долгосрочными производственными затратами.
Введение в литье пластмасс под давлением, электронная книга
Откройте для себя мир литья пластмасс под давлением с уверенностью
Загрузите нашу электронную книгу «Введение в литье пластмасс под давлением». Внутри мы покрываем:
- Виды литья пластмасс, их преимущества и применение
- Типы прессов, их возможности и преимущества
- Как определить стоимость литья пластмасс под давлением
- Распространенные ошибки, которых следует избегать
| Название материала | Сокращение | Торговые наименования | Описание | Приложения |
| Ацеталь | ПОМ | Celcon, Delrin, Hostaform, Lucel | Прочный, жесткий, отличное сопротивление усталости, отличное сопротивление ползучести, химическая стойкость, влагостойкость, естественно непрозрачный белый цвет, низкая / средняя стоимость | Подшипники, кулачки, шестерни, ручки, детали сантехники, ролики, роторы, направляющие скольжения, клапаны |
| Акрил | ПММА | Диакон, Ороглас, Люцит, Оргстекло | Жесткий, хрупкий, устойчивый к царапинам, прозрачный, оптическая прозрачность, низкая / средняя стоимость | Витрины, ручки, линзы, кожухи, панели, отражатели, вывески, полки, подносы |
| Акрилонитрилбутадиенстирол | АБС | Cycolac, Magnum, Novodur, Terluran | Прочный, гибкий, низкая усадка в форме (жесткие допуски), химическая стойкость, способность к нанесению гальванических покрытий, естественная непрозрачность, низкая / средняя стоимость | Автомобили (консоли, панели, обшивка, вентиляционные отверстия), ящики, датчики, корпуса, ингаляторы, игрушки |
| Ацетат целлюлозы | CA | Dexel, Cellidor, Setilithe | Прочный, прозрачный, высокая стоимость | Ручки, оправы для очков |
| Полиамид 6 (нейлон) | PA6 | Акулон, Ультрамид, Грилон | Высокая прочность, сопротивление усталости, химическая стойкость, низкая ползучесть, низкое трение, почти непрозрачный / белый, средняя / высокая стоимость | Подшипники, втулки, шестерни, ролики, колеса |
| Полиамид 6/6 (нейлон) | PA6 / 6 | Копа, Зитель, Радилон | Высокая прочность, сопротивление усталости, химическая стойкость, низкая ползучесть, низкое трение, почти непрозрачный / белый, средняя / высокая стоимость | Ручки, рычаги, кожухи, застежки-молнии |
| Полиамид 11 + 12 (нейлон) | PA11 + 12 | Рилсан, Гриламид | Высокая прочность, сопротивление усталости, химическая стойкость, низкая ползучесть, низкое трение, почти непрозрачный до прозрачного, очень высокая стоимость | Воздушные фильтры, оправы для очков, защитные маски |
| Поликарбонат | ПК | Калибр, Lexan, Makrolon | Очень прочный, термостойкий, стабильность размеров, прозрачный, высокая стоимость | Автомобильная промышленность (панели, линзы, консоли), бутылки, контейнеры, кожухи, световые крышки, отражатели, защитные каски и щиты |
| Полиэстер — термопласт | ПБТ, ПЭТ | Celanex, Crastin, Lupox, Rynite, Valox | Жесткий, термостойкость, химическая стойкость, средняя / высокая стоимость | Автомобильная промышленность (фильтры, ручки, насосы), подшипники, кулачки, электрические компоненты (разъемы, датчики), шестерни, корпуса, ролики, переключатели, клапаны |
| Полиэфирный сульфон | PES | Victrex, Udel | Прочный, очень высокая химическая стойкость, прозрачный, очень высокая стоимость | Клапаны |
| Полиэфирэфиркетон | PEEKEEK | Прочность, термостойкость, химическая стойкость, стойкость к истиранию, низкое влагопоглощение | Детали самолетов, электрические разъемы, рабочие колеса насосов, уплотнения | |
| Полиэфиримид | PEI | Ultem | Термостойкость, огнестойкость, прозрачный (янтарный цвет) | Электрокомпоненты (разъемы, платы, переключатели), крышки, кожухи, хирургические инструменты |
| Полиэтилен низкой плотности | ПВД | Алкатена, Escorene, Novex | Легкий, прочный и гибкий, отличная химическая стойкость, естественный восковой внешний вид, низкая стоимость | Кухонные принадлежности, корпуса, крышки и контейнеры |
| Полиэтилен высокой плотности | ПНД | Eraclene, Hostalen, Stamylan | Прочный и жесткий, отличная химическая стойкость, естественный восковой вид, низкая стоимость | Сиденья, кожухи, чехлы и контейнеры стульев |
| Оксид полифенилена | ППО | Норил, Термокомп, Вампоран | Прочность, термостойкость, огнестойкость, стабильность размеров, низкое водопоглощение, гальваника, высокая стоимость | Автомобильная промышленность (корпуса, панели), электрические компоненты, корпуса, сантехнические компоненты |
| Полифениленсульфид | ППС | Райтон, Фортрон | Очень высокая прочность, термостойкость, коричневый цвет, очень высокая стоимость | Подшипники, крышки, компоненты топливной системы, направляющие, переключатели и щитки |
| Полипропилен | ПП | Новолен, Апприл, Эскорен | Легкость, термостойкость, высокая химическая стойкость, устойчивость к царапинам, естественный восковой вид, жесткость и жесткость, низкая стоимость. | Автомобили (бамперы, крышки, обшивка), бутылки, колпачки, ящики, ручки, кожухи |
| Полистирол общего назначения | галлонов в секунду | Лаккрен, стирон, соларен | Хрупкий, прозрачный, недорогой | Упаковка для косметики, ручки |
| Полистирол — ударопрочный | БЕДРА | Полистирол, Костил, Полистар | Ударная вязкость, жесткость, ударная вязкость, стабильность размеров, естественно полупрозрачный, низкая стоимость | Корпуса для электроники, пищевые контейнеры, игрушки |
| Поливинилхлорид — пластифицированный | ПВХ | Велвич, Варлан | Прочный, гибкий, огнестойкий, прозрачный или непрозрачный, низкая стоимость | Электроизоляция, предметы домашнего обихода, медицинские трубки, подошвы для обуви, игрушки |
| Поливинилхлорид — жесткий | ПВХ | Поликоль, Тросипласт | Прочный, гибкий, огнестойкий, прозрачный или непрозрачный, низкая стоимость | Наружные применения (водостоки, арматура, водостоки) |
| Стиролакрилонитрил | SAN | Луран, Арпилен, Starex | Жесткий, хрупкий, химическая стойкость, термостойкость, гидролитически стабильный, прозрачный, низкая стоимость | Посуда, ручки, шприцы |
| Термопластичный эластомер / резина | TPE / R | Хитрел, Сантопрен, Сарлинк | Надежность, гибкость, высокая стоимость | Втулки, электрические компоненты, уплотнения, шайбы |
Глоссарий терминов для литья под давлением
СТАРЕНИЕ — Изменение материала со временем в определенных условиях окружающей среды, приводящее к улучшению или ухудшению свойств.
СПЛАВ — Композитный материал, полученный путем смешивания полимеров или сополимеров с другими полимерами или эластомерами при определенных условиях. например, смолы на основе сополимера стирола и акрилонитрила, смешанные с бутадиен-акрилонитриловыми каучуками.
ANNEAL — (1) Для нагрева формованного пластикового изделия до заданной температуры и медленного охлаждения для снятия напряжений. (2) Нагреть сталь до заданной температуры, превышающей критический диапазон, и медленно охладить ее, чтобы снять напряжение и уменьшить жесткость ремня.(Отжиг формованных или обработанных деталей может производиться в сухом виде, как в печи, или влажном, как в нагретом резервуаре с минеральным маслом.)
АНТИСТАТИЧЕСКИЙ АГЕНТ — Агенты, которые при добавлении в формовочный материал или нанесении на поверхность формованного объекта делают его менее проводящим (тем самым препятствуя фиксации пыли).
АВТОМАТИЧЕСКАЯ ФОРМА — пресс-форма для литья под давлением, компрессионного или трансферного формования, которая многократно проходит весь цикл формования, включая выталкивание, без участия человека.
«вернуться к началу
ЗАДНИЙ КОНУС — Обратная тяга, используемая в пресс-форме для предотвращения свободного вытягивания формованных изделий. См. UNDERCUT.
ДОПОЛНИТЕЛЬНАЯ ПЛИТА — При изготовлении форм, плита, используемая в качестве опоры для блоков полости, направляющих штифтов, втулок и т. Д.
BLEED — (1) Для изменения цвета при контакте с водой или растворителем. (2) Нежелательное перемещение определенных материалов в пластике (например, пластификаторов в виниле) на поверхность готового изделия или в соседний материал.Также называется «Миграция». (3) Выходной канал на линии разъема пресс-формы, похожий на вентиляционное отверстие, но более глубокий, что позволяет материалу выходить или вытекать.
BLISTER — возвышение на поверхности формованного изделия, вызванное давлением газов внутри него на его не полностью затвердевшую поверхность.
BLOOM — Видимая экссудация или высолы на поверхности пластика. Поседение может быть вызвано смазкой, пластификатором и т. Д.
ВЫДУВКА — Метод изготовления термопластичных материалов, при котором заготовка (полая трубка) прижимается к форме полости формы под действием внутреннего давления воздуха.СИНИЙ ВЫКЛЮЧЕНИЕ — проверка точности поверхностей среза формы путем нанесения тонкого слоя берлинской синей краски на одну половину и проверки синего перехода на другую половину.
BOSS — Выступ на пластмассовой детали, предназначенный для увеличения прочности, облегчения совмещения во время сборки, для крепления и т. Д.
ДЫХАНИЕ — Открытие и закрытие формы для выхода газов на ранней стадии цикла формования. Также называется дегазация.
BRINELL HARDNESS — аналогично ROCKWELL HARDNESS
.ПУЗЫРЬ — Сферическая внутренняя пустота для воздуха или другого газа, заключенная в пластике.Смотрите VOID.
BUBBLER — Устройство, вставленное в полость или стержень формы, позволяющее воде течь глубоко внутри отверстия, в которое она вставлена, и выходить через открытый конец отверстия. Таким образом может быть достигнуто равномерное охлаждение форм и отдельных секций формы.
ПОЖОГ. — Демонстрирует признаки термического разложения в результате обесцвечивания, деформации или локального разрушения поверхности пластмассы.
«вернуться к началу
CARBON BLACK — Черный пигмент, образующийся при неполном сгорании природного газа или нефти.Широко используется в качестве наполнителя, особенно в резиновой промышленности, благодаря своим полезным свойствам защиты от ультрафиолета. Он также широко используется в формовочных смесях, предназначенных для внешних погодных условий.
CASE HARDEN — Для упрочнения поверхности куска стали на относительно небольшую глубину.
CAST — Для формирования «пластикового» объекта путем заливки жидкого раствора мономера и полимера в открытую форму, где он завершает полимеризацию.
ПОЛОСТЬ — углубление в форме, которое обычно образует внешнюю поверхность отливаемой детали; в зависимости от количества таких углублений формы обозначают как однополостные или многополостные.
ФОРМА С ЦЕНТРАЛЬНЫМ ЗАДВИЖЕНИЕМ — Форма для литья под давлением или для переноса, в которой полость заполняется формовочным материалом через литник или литник непосредственно в центр детали.
ИЗНОС — Сухой вид мела или отложение на поверхности пластика. Смотрите HAZE и BLOOM.
ХРОМИЧЕСКОЕ ПОКРЫТИЕ — Электролитический процесс, при котором твердый слой металлического хрома наносится на рабочие поверхности из других металлов, где требуется устойчивость к коррозии, истиранию и / или эрозии.
ЗАЖИМНАЯ ПЛИТА — Пластина, прикрепленная к форме и используемая для крепления формы к формовочной машине.
СИЛА ЗАЖИМА — При литье под давлением и при трансферном формовании — давление, которое прикладывается к форме, чтобы держать ее закрытой, в противовес давлению жидкости сжатого формовочного материала внутри полости (полостей) формы и системы бегунков. .
ХОЛОДНЫЙ ПОТОК — см. ПОЛЗУЧЕСТЬ.
COLD SLUG — Первый материал для литья под давлением.Так называется, потому что, проходя через литниковое отверстие, он охлаждается ниже эффективной температуры формования.
COLD SLUG WELL — Место, предусмотренное прямо напротив отверстия литника в литьевой форме для улавливания холодной пробки.
КОМБИНИРОВАННАЯ ФОРМА — см. СЕМЕЙНАЯ ФОРМА.
ФОРМА ДЛЯ СЖАТИЯ — Форма, которая открывается при загрузке материала и которая формирует материал под действием тепла и давления закрытия.
КОМПРЕССИОННОЕ ФОРМОВАНИЕ — Метод термореактивного формования, при котором формовочная масса (обычно предварительно нагретая) помещается в нагретую открытую полость формы, форма закрывается под давлением (обычно в гидравлическом прессе), заставляя материал течь и полностью заполняться полость, удерживая давление до тех пор, пока материал не затвердеет.
КОЭФФИЦИЕНТ СЖАТИЯ — В шнеке экструдера, отношение объема, доступного на первом витке в бункере, к последнему витку на конце шнека.
ПРОЧНОСТЬ НА СЖАТИЕ — Разрушающая нагрузка при разрушении образца, деленная на первоначальную площадь сечения образца.
КОНЦЕНТРИЧНОСТЬ — Связь всех внутренних размеров со всеми внешними размерами, как правило, с диаметром, выраженным в тысячных долях дюйма TIR (общее показание индикатора)
КАНАЛЫ ОХЛАЖДЕНИЯ — Каналы или проходы, расположенные внутри корпуса формы, через которые может циркулировать охлаждающая среда для контроля температуры на поверхности формы.Может также использоваться для нагрева формы путем циркуляции пара, горячего масла или другой нагретой жидкости по каналам, как при формовании термореактивных материалов и некоторых термопластов.
СИСТЕМА ОХЛАЖДЕНИЯ — Металлический или деревянный блок, сохраняющий форму отформованной детали, который используется для поддержания надлежащей формы или точности размеров отливки после того, как она вынута из формы, пока она не остынет достаточно, чтобы сохранить свою форму без дальнейшего заметное искажение. Также называется: «Термоусадочное приспособление».
КОПОЛИМЕР — см. ПОЛИМЕР.
CORE — (1) охватываемый элемент в матрице, который частично образует отверстие или углубление. (2) Деталь сложной формы для формования деталей с поднутрением. Керны обычно отводятся в сторону до того, как откроются основные секции пресс-формы. (Обычно называются боковыми сердечниками.) (3) Канал в форме для циркуляции теплоносителя. Также называется «Сила».
CORE PIN — Штифт, используемый для формования отверстия.
CORING — (Конструкция формованной детали) — Удаление лишнего материала из поперечного сечения формованной детали для достижения более однородной толщины стенки.
ТРЕЩЕНИЕ — Мелкие трещины, которые могут распространяться сетью на или под поверхностью или через слой пластичного материала.
CREEP — Изменение размеров материала под нагрузкой во времени после начальной мгновенной упругой деформации. Ползучесть при комнатной температуре иногда называют «холодным течением».
КРИСТАЛЛИЧНОСТЬ — Состояние молекулярной структуры некоторых смол, которое указывает на однородность и компактность молекулярных цепей, образующих полимер.Обычно можно отнести к образованию твердых кристаллов определенной геометрической формы.
CURE — Изменение физических свойств материала с помощью химической реакции, которая может быть конденсацией, полимеризацией или вулканизацией: обычно достигается действием тепла и катализаторов вместе или в сочетании с давлением или без него.
ТЕМПЕРАТУРА ОТВЕРЖДЕНИЯ — Температура, при которой литой, формованный или экструдированный продукт, пропитанный смолой армирующий материал или клей и т. Д., подвергается отверждению.
CYCLE — Полная повторяющаяся последовательность операций в процессе или части процесса. При формовании время цикла — это период или время, прошедшее между определенной точкой в одном цикле и той же точкой в следующем.
«вернуться к началу
DAYLIGHT OPENING — Зазор между двумя плитами пресса в открытом положении.
DIAPHRAGM GATE — Затвор для формования кольцевых или трубчатых изделий.Ворота образуют сплошную сетку через проем детали.
ОБРАБОТКА ПРОФИЛЯ — Охватывает ряд методов отделки, используемых для удаления заусенцев (лишнего, нежелательного материала) на пластиковой формовке, таких как опиливание, шлифование, фрезерование, галтовка и т. Д.
ДЕГАЗАЦИЯ — См. ДЫХАНИЕ.
ДЕГРАДАЦИЯ — Вредное изменение химической структуры пластмассы. См. УСТАРЕНИЕ.
DELAMINTATION — Расщепление пластического материала по плоскости его слоев.Физическое разделение или потеря связи между слоями ламината. См. ЛАМИНАТ.
ПЛОТНОСТЬ — Вес единицы объема вещества, выраженный в граммах на кубический сантиметр, фунтах на кубический фут и т. Д.
ДЕССИКАНТ — Вещество, которое может использоваться для сушки из-за его сродства к воде.
ДЕСТАТИКАЦИЯ — Обработка пластмассовых материалов для минимизации накопления в них статического электричества и, как следствие, количества пыли, собираемой пластмассами из-за таких зарядов.См. АНТИСТАТИЧЕСКИЕ СРЕДСТВА.
ПОВРЕЖДЕНИЕ — Постоянное изменение физических свойств пластика, свидетельствующее о нарушении этих свойств.
DIELECTRIC — Изоляционный материал. При радиочастотном предварительном нагреве диэлектрик может относиться конкретно к нагреваемому материалу.
СТАБИЛЬНОСТЬ РАЗМЕРОВ — Способность пластмассовой детали сохранять точную форму, в которой она была отлита, изготовлена или отлита.
ОБНОВЛЕНИЕ — Любое изменение исходного цвета, часто вызванное перегревом, световым облучением или химическим воздействием.
БЛЮДА — Симметричное искажение плоской или изогнутой части пластикового предмета, так что при обычном взгляде он кажется вогнутым или более вогнутым, чем предполагалось. См. — WARP.
ДИСПЕРСИЯ — Мелкодисперсные частицы материала во взвешенном состоянии в другом веществе.
DOMED — Симметричное искажение плоской или изогнутой части пластикового объекта, так что при обычном взгляде он кажется выпуклым или более выпуклым, чем предполагалось.См. — WARP.
DOWEL — Штифт, используемый для выравнивания двух или более частей формы.
ТЯГА — Степень сужения боковой стенки или угол зазора, предназначенный для облегчения извлечения деталей из формы.
СУХОЕ ОКРАШИВАНИЕ — Метод, обычно используемый производителями для окрашивания пластика путем смешивания в барабане неокрашенных частиц пластического материала с выбранными красителями и пигментами.
DUROMETER HARDNESS — твердость материала, измеренная с помощью дюрометра Шора.
DWELL — Пауза в приложении давления к форме, сделанная непосредственно перед ее полным закрытием, чтобы обеспечить выход газа из формовочного материала.
«вернуться к началу
ШТИФТ ЭЖЕКТОРА — Или втулка выталкивателя. Стержень, штифт или втулка, которые выталкивают отливку из стержня или из полости формы. Он прикреплен к штанге или пластине выталкивателя, которые могут приводиться в действие штоком (стержнями) выталкивателя пресса или вспомогательными гидравлическими или пневматическими цилиндрами.
ФИКСИРУЮЩАЯ ПЛАСТИНА ЭЖЕКТОРА — Держатель, в который устанавливаются пальцы выталкивателя.
ВОЗВРАТНЫЕ ШТИФТЫ ЭЖЕКТОРА — Выступы, которые толкают узел выталкивателя назад при закрытии формы: также называемые предохранительным штифтом и возвратом положения.
СТЕРЖЕНЬ ЭЖЕКТОРА И СТРОКА — Штанга, которая приводит в действие узел выталкивателя при открытии формы.
ЭЛАСТИЧНОСТЬ — Это свойство материала, благодаря которому он имеет тенденцию восстанавливать свой первоначальный размер и форму после деформации.
ЭЛАСТОМЕР — Материал, который при комнатной температуре растягивается при небольшом напряжении как минимум в два раза больше своей длины и возвращается к исходной длине при снятии напряжения. См. РЕЗИНУ.
ОБРАБОТКА ЭЛЕКТРИЧЕСКИМ РАЗРЯДОМ (EDM) — Процесс обработки металла, применимый к конструкции пресс-форм, в котором используется контролируемое искрение для эрозии заготовки.
ЭЛЕКТРОННАЯ ОБРАБОТКА — Метод окисления пленки полиэтилена для придания ей пригодности для печати путем пропускания пленки между электродами и воздействия на нее высоковольтного коронного разряда.
ЭЛЕКТРИЧЕСКОЕ ПОКРЫТИЕ — Осаждение металлов на некоторые пластмассы и формы для отделки.
УДЛИНЕНИЕ — Частичное увеличение длины материала, напряженного при растяжении.
ТИСНЕНИЕ — Методы, используемые для создания углублений определенного рисунка на пластиковой пленке и листе. Такое тиснение в виде поверхностных узоров на формованной детали путем обработки поверхности формы фотогравировкой или другим способом.
КАПСУЛИРОВАНИЕ — Заключение изделия (обычно электронного компонента или подобного) в закрытый пластиковый конверт путем погружения объекта в литейную смолу и позволяя смоле полимеризоваться или, если она горячая, остыть.См. ПОТТИНГ.
ОКРУЖАЮЩАЯ СТРЕССА (ESC) — Восприимчивость изделия из термопласта к образованию трещин или трещин под воздействием определенных химикатов, старения, погодных условий и напряжения.
ЭКСТРУЗИЯ — Уплотнение пластикового материала и проталкивание его через отверстие более или менее непрерывным образом.
«вернуться к началу
ТКАНИ — Для обработки материала в готовой форме путем механической обработки, формовки или других операций.
СЕМЕЙНАЯ ФОРМА — пресс-форма с несколькими полостями, в которой каждая из полостей образует одну из составных частей собранного готового объекта. Этот термин часто применяется к формам, в которых детали от разных клиентов сгруппированы вместе в одной форме для экономии производства. Иногда называется «комбинированная форма».
ВОРОТА ВЕНТИЛЯТОРА — Неглубокие ворота несколько шире, чем направляющая, из которой они выходят.
ВОЛОКНО — этот термин обычно относится к тонким стекловолокнам, которые используются для усиления как термопластических, так и термореактивных материалов.Иногда используются волокна длиной один дюйм, но чаще используются волокна длиной 1/2 дюйма и 1/4 дюйма или меньше.
НАПОЛНИТЕЛЬ — Добавка к смолам с целью улучшения физических свойств (ударопрочность, твердость, стабильность размеров и т. Д.) Или для снижения стоимости смолы.
FILLET — Закругленное заполнение внутреннего угла между двумя поверхностями.
ОТДЕЛКА — Завершение вторичной обработки отформованной детали, чтобы она была готова к использованию.Такие операции, как опиливание, снятие заусенцев, полировка, сверление, нарезание резьбы, удаление кромок обычно называют операциями чистовой обработки. См. ОТДЕЛКА ПОВЕРХНОСТИ.
FIXTURE — Средства удержания детали во время обработки или другой операции.
FLASH — Дополнительный пластик, прикрепленный к молдингу по линии разъема; в большинстве случаев это было бы нежелательно и должно быть удалено до того, как части станут приемлемыми.
ЗАБОРКА — Обычно длинная заслонка, отходящая от желоба, идущая параллельно краю формованной детали вдоль линии заусенцев или разделительной линии формы.
ГИБКАЯ ПРОЧНОСТЬ — Способность материала изгибаться без остаточной деформации или разрушения.
FLOW — Качественное описание текучести пластического материала в процессе формования.
FLOW LINE — Отметка на формованном изделии, образованная встречей двух фронтов потока во время формования. Также называется «Сварной шов».
ПОТОКОВЫЕ МАРКИ — Волнистая поверхность формованного объекта, вызванная неправильной подачей материала в форму.См. МАРКИРОВКИ.
ДЕКОРАТИВНАЯ ФОЛЬГА — Формование бумажной, текстильной или пластиковой фольги, напечатанной совместимыми красками, непосредственно в пластмассовую деталь так, чтобы фольга была видна под поверхностью детали в качестве целостного декора.
СВАРКА ТРЕНИЕМ — См. СПИНОВАЯ СВАРКА.
«вернуться к началу
GATE — При инжекционном и трансферном формовании отверстие, через которое расплав попадает в полость.
GLOSS — Блеск или блеск поверхности материала.См. ОТДЕЛКА ПОВЕРХНОСТИ.
НАПРАВЛЯЮЩИЕ ШТИФТЫ — Устройства, поддерживающие правильное совмещение стержня и полости при закрытии формы. Также называется «Лидерские значки».
«вернуться к началу
ТВЕРДОСТЬ — сопротивление материала сжатию и вдавливанию. Среди наиболее важных методов проверки этого свойства — твердость по Бринеллю, твердость по Роквеллу и твердость по Шору.
HAZE — Степень помутнения пластмассового материала.
ТОЧКА ТЕПЛОВОГО ИСКАЖЕНИЯ — Температура, при которой стандартный испытательный стержень прогибается на 0,010 дюйма при заявленной нагрузке 66 или 264 фунтов на квадратный дюйм.
ФОРМА ДЛЯ ГОРЯЧИХ РАБОТ — пресс-форма для литья под давлением термопласта, в которой рабочие колеса изолированы от охлаждаемых полостей и остаются горячими, так что центр рабочего колеса никогда не охлаждается при нормальной работе цикла. Бегунки не выбрасываются, как это обычно бывает, вместе с формованными деталями.
ГОРЯЧИЙ / НАГРЕВАЕМЫЙ КОЛЛЕКТОР — пресс-форма для литья под давлением термопласта, в которой часть пресс-формы, которая содержит систему бегунков, имеет свои собственные нагревательные элементы, которые поддерживают формовочный материал в пластическом состоянии, готовом к впрыскиванию в полости, от которых изолирован коллектор. .
HOT-STAMPING — Гравировка для маркировки пластмасс, при которой рулонный лист штампуется нагретым металлическим штампом на лицевой стороне пластика.
ГИГРОСКОПИЧЕСКИЙ — Способен впитывать влагу.
«вернуться к началу
ПРОЧНОСТЬ УДАРА — (1) Способность материала выдерживать ударную нагрузку. (2) Работа, выполненная при разрыве под действием ударной нагрузки указанного образца для испытаний определенным образом. (3) Формованным пластмассам обычно присваивается значение по шкале izod.Испытание на удар по Изоду предназначено для определения устойчивости пластмассового материала к ударной нагрузке, оно включает в себя надрез на образце, который затем помещается в губки машины и подвергается ударам с помощью утяжеленного маятника.
ИНЖЕКЦИОННОЕ ФОРМОВАНИЕ — Процедура формования, при которой размягченный при нагревании пластмассовый материал выталкивается из цилиндра в полость, которая придает изделию желаемую форму. Используется как с термопластами, так и с термореактивными материалами.
ИНЖЕКЦИОННАЯ ВЫДУВКА — Процесс выдувного формования, при котором выдувная заготовка формируется литьем под давлением.
ВСТАВКА — Неотъемлемая часть пластмассовой формы, состоящая из металла или другого материала, которая может быть отформована в нужное положение или может быть вдавлена в форму после завершения формования. Также съемный или сменный компонент формы.
«вернуться к началу
JETTING — Турбулентный поток смолы из затвора меньшего размера или тонкой части в более толстую часть формы, в отличие от ламинарного потока материала, идущего радиально от затвора к краям полости.
JIG — Средства для удержания детали и направления инструмента во время обработки или сборки.
«вернуться к началу
KIRKSITE — Сплав алюминия и цинка, используемый для изготовления выдувных форм; придает пресс-форме высокую степень теплопроводности.
ЛИНИЯ ВЯЗАНИЯ — см. ПОТОК.
ВЫБИВАЮЩИЙ ШТИФТ — см. ШТИФТ ЭЖЕКТОРА.
«вернуться к началу
ЛАМИНАРНЫЙ ПОТОК — Ламинарный поток термопластичных смол в форме сопровождается затвердеванием слоя, контактирующего с поверхностью формы, который действует как изолирующая трубка, через которую материал течет, заполняя оставшуюся часть полости.Этот тип потока необходим для дублирования поверхности формы.
ЛАМИНИРОВАННЫЕ ПЛАСТИКИ (ламинат, связанный синтетической смолой, ламинат) — Пластмассовый материал, состоящий из наложенных друг на друга слоев пропитанного синтетической смолой наполнителя или наполнителя с покрытием, которые соединены друг с другом, обычно с помощью тепла и давления, для образования единой детали. .
СВЕТОСТОЙКОСТЬ — Способность пластмассового материала сопротивляться выцветанию после воздействия солнечного или ультрафиолетового света.
«вернуться к началу
КОЛЛЕКТОР — см. HOT RUNNER.
МАТОВАЯ ОТДЕЛКА — Тип матовой неотражающей отделки. См. ОТДЕЛКА ПОВЕРХНОСТИ.
MELT INDEX — Количество в граммах термопластической смолы, которое может быть протянуто через отверстие 0,0825 дюйма при воздействии силы 2160 граммов за 10 минут при 190 ° C.
ПРОЧНОСТЬ РАСПЛАВА — Прочность пластика в расплавленном состоянии.
ДОЗИРУЮЩИЙ ВИНТ — Экструзионный шнек, имеющий небольшую постоянную глубину и постоянный шаг сечения, обычно на последних 3-4 витках.
MICA — Любой из группы минеральных силикатов, кристаллизующихся в моноклинные формы, которые легко разделяются на очень тонкие листья. Используется в качестве наполнителя для формовочных материалов из пластмасс.
МЕТАЛЛИЗАЦИЯ — См. ВАКУУМНАЯ МЕТАЛЛИЗАЦИЯ.
МОДУЛЬ УПРУГОСТИ — Отношение напряжения к деформации в упруго деформируемом материале.
ЦИКЛ ФОРМОВАНИЯ — см. ЦИКЛ.
МАТЕРИАЛ ДЛЯ ФОРМОВАНИЯ — Пластиковый материал на различных стадиях гранулирования, часто содержащий смолу, наполнитель, пигменты, пластификаторы и другие ингредиенты, готовый к использованию в операции формования. Также называется «формовочная смесь» или «порошок».
ДАВЛЕНИЕ ФОРМОВКИ — Давление, оказываемое прямо или косвенно на компаунд, чтобы обеспечить полное превращение в твердую плотную часть.
УСИЛЕНИЕ ФОРМОВКИ — Разница в размерах, выраженная в дюймах на дюйм, между формованным элементом и полостью формы, в которой она была отформована, причем форма и формованная деталь при измерении имеют нормальную комнатную температуру.Также называется «усадка пресс-формы» или «усадка» и «усадка».
ВЫДЕЛЕНИЕ ФОРМЫ — Смазка, используемая для покрытия полости формы, чтобы предотвратить прилипание отформованной детали к ней и, таким образом, облегчить ее извлечение из формы. Также называется «агент выпуска».
ШВ ФОРМЫ — Линия, образованная конструкцией формы, такой как съемные элементы в полости, кулачковые направляющие и т. Д. (Не путать с линией разъема формы).
МОЛЕКУЛЯРНАЯ МАССА — Сумма атомных масс элементов, образующих молекулу.
МОНОМЕР — относительно простое соединение, которое может реагировать с образованием полимера.
ПОДВИЖНАЯ ПЛИТА — Подвижная плита машины для литья под давлением или компрессионного формования, к которой во время работы прикреплена половина формы. Эта плита перемещается либо с помощью гидроцилиндра, либо с помощью рычажного механизма.
«вернуться к началу
ЧУВСТВИТЕЛЬНОСТЬ ВЫДЕЛЕНИЯ — Степень, в которой чувствительность материала к разрушению увеличивается из-за наличия однородной поверхности, такой как надрез, резкое изменение сечения, трещина или царапина.Низкая чувствительность к надрезам обычно связана с пластичными материалами, а высокая чувствительность к надрезам — с хрупкими материалами.
ФОРСУНКА — Металлический наконечник с полым сердечником, ввинчиваемый в экструзионный конец (а) нагревательного цилиндра литьевой машины или (б) передаточной камеры, где это отдельная конструкция.
«вернуться к началу
ОЛЕФИНЫ — Группа ненасыщенных углеводородов общей формулы Cnh3n, названных в честь соответствующих парафинов путем добавления «ена» или «илена» к стеблю.Примеры — этилен и пропилен.
КОКРАСКА АПЕЛЬСИНА — Тип гранулированной поверхности, напоминающей кожуру апельсина.
ОРИЕНТАЦИЯ — Выравнивание кристаллической структуры полимерных материалов с целью получения очень однородной структуры. Может выполняться холодным волочением или растяжением во время изготовления.
НЕКРУГЛЫЙ — Неравномерный радиус или диаметр.
«вернуться к началу
РАЗЪЕДИНИТЕЛЬНАЯ ЛИНИЯ — Отметка на отливке или отливке в месте соединения половин формы при закрытии.
РАЗДЕЛЕННОЕ ОХЛАЖДЕНИЕ ФОРМЫ — см. ПУЗЫРЬ.
ПОСТОЯННЫЙ НАБОР — Увеличение длины, выраженное в процентах от исходной длины, при котором эластичный материал не может вернуться к исходной длине после нагрузки в течение стандартного периода времени.
ЗАВОДСКОЙ ТОЧКИ — ограниченное отверстие, через которое расплавленная смола течет в полость формы. Также называется «закрытые ворота».
ШАГ — Расстояние от любой точки на витке винтовой линии до соответствующей точки на соседнем витке, измеренное параллельно оси винтовой линии или резьбы.
ПЛАСТИК — Натуральные и синтетические материалы и химические вещества, которые могут превращаться в твердое тело при воздействии тепла и давления.
ДЕФОРМАЦИЯ ПЛАСТИКА — Изменение размеров объекта под нагрузкой, которое не восстанавливается при снятии нагрузки: в отличие от упругой деформации.
ИНСТРУМЕНТ ДЛЯ ПЛАСТМАССЫ — Инструменты, напр. штампы, зажимные приспособления, приспособления и т. д. для предприятий по обработке металлов давлением, изготовленные из пластмасс, как правило, из ламинатов или литейных материалов.
ПЛАСТИЧНОСТЬ — свойство пластика, которое позволяет материалу постоянно и постоянно деформироваться без разрыва при приложении силы, превышающей предел текучести материала.
PLASTICIZE — Для смягчения материала и придания ему пластичности или пластичности с помощью пластификатора или нагрева.
PLASTICIZER — Материал, включенный в пластик для повышения его обрабатываемости и гибкости или растяжимости, обычно используемый в термопластах.
PLASTISOLS — Смеси виниловых смол и пластификаторов, которые можно формовать: отливать или преобразовывать в непрерывные пленки под действием тепла.
ПЛИТЫ — Монтажные плиты пресса, на которых крепятся половинки пресс-формы.
ПЛУНЖЕР — Эта часть передаточного или инжекционного пресса, которая оказывает давление на нерасплавленный пластиковый материал, чтобы протолкнуть его в камеру, что, в свою очередь, выталкивает пластиковый расплав в передней части камеры через сопло.См. RAM.
ПОЛИМЕР — высокомолекулярное органическое соединение, природное или синтетическое, структура которого может быть представлена повторяющейся небольшой единицей, MER: например, полиэтилен, каучук, целлюлоза. Синтетические полимеры образуются путем присоединения или конденсационной полимеризации мономеров. Если задействованы два или более мономера, получается сополимер. Некоторые полимеры — это эластомеры, некоторые — пластмассы.
ПОЛИМЕРИЗАЦИЯ — Химическая реакция, в которой молекулы мономера соединяются вместе с образованием больших молекул, молекулярная масса которых кратна молекулярной массе исходного вещества.Когда задействованы два или более мономера, процесс называется сополимеризацией или гетерополимеризацией.
POTTING — Аналогично ENCAPSULATING, за исключением того, что принимаются меры для обеспечения полного проникновения всех пустот в объекте до полимеризации смолы.
PERFORM — Таблетка, таблетка или печенье, используемые при формовании из термореактивной пластмассы. Материал измеряется по объему, объемный коэффициент порошка уменьшается под давлением — все это в интересах эффективности и точности.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ — Нагрев компаунда перед формованием или литьем для облегчения работы, сокращения цикла и улучшения продукта.
PREMIX — Формовочная масса, приготовленная до и вне операций формования и содержащая все компоненты, необходимые для формования: смолу, армирующие наполнители, катализаторы, разделительные агенты и другие соединения.
ФОРМОВАНИЕ ПОД ДАВЛЕНИЕМ — Процесс термоформования, при котором давление используется для прижатия листа к поверхности формы, в отличие от использования вакуума для прижатия листа к форме.
ПРОТОТИП ФОРМЫ — Упрощенная конструкция формы, часто изготавливаемая из литейного сплава легкого металла или из эпоксидной смолы, чтобы получить информацию для окончательной формы и / или конструкции детали.
ПРОДУВКА — Очистка одного цвета или типа материала из цилиндра литьевой машины или экструдера путем вытеснения его новым цветом или материалом, который будет использоваться в последующем производстве. Также доступны промывочные материалы.
«вернуться к началу
RAM — Прижимной элемент, который входит в блок полости и оказывает давление на формовочную массу, обозначенную как «верхняя сила» или «нижняя сила» в зависимости от положения в сборке.
RAM TRAVEL — Дальность перемещения ползуна при выполнении полного цикла формования.
ВИНТ ОБРАТНОГО ДВИЖЕНИЯ — Комбинированный блок впрыска и пластификации, в котором для пластификации материала используется экструзионное устройство с возвратно-поступательным шнеком. Впрыск материала в форму может происходить путем прямой экструзии в форму или путем возвратно-поступательного движения шнека в качестве плунжера для впрыска, или путем комбинации этих двух способов. Когда шнек служит плунжером для впрыска, этот узел действует как удерживающая, измерительная и нагнетательная камера.
АРМИРОВАННАЯ ФОРМОВАЯ МАССА — Материал, армированный специальными наполнителями для удовлетворения особых требований (стекло, углерод и т. Д.)
УСИЛЕНИЕ — прочный инертный материал, связанный с пластиком для повышения его прочности, жесткости и ударопрочности. Армирование обычно представляет собой длинные волокна из стекла, сизаля, хлопка и т. Д. В тканой или нетканой форме.
АГЕНТ ДЛЯ ВЫПУСКА — См. ВЫБРОС ПЛЕСЕНИ.
СМОЛА — Любой из класса твердых или полутвердых органических продуктов природного или синтетического происхождения, как правило, с высокой молекулярной массой без определенной точки плавления.Большинство смол — это полимеры.
ФИКСАТОРНАЯ ПЛИТА — Пластина, на которой во время формования устанавливаются съемные детали, такие как полости формы, выталкивающие штифты, направляющие штифты и втулки: обычно просверливаются для водяных линий.
RIB — усиливающий элемент готовой или формованной детали.
ROCKWELL HARDNESS — Обычный метод испытания материала на устойчивость к вдавливанию, при котором алмазный или стальной шарик под давлением используется для прокалывания испытуемого образца.
RUBBER — Эластомер, способный к быстрому эластичному восстановлению после растяжения, по крайней мере, в два раза больше длины при температуре от 0 до 150 ° F при любой влажности.
RUNNER — В пресс-форме для литья под давлением или передаточной форме, канал, который соединяет литник с затвором с полостью.
РАБОЧАЯ СИСТЕМА — термин, обычно применяемый ко всему материалу в виде литников, направляющих и литников, которые направляют материал из сопла литьевой машины или емкости передаточной формы в полость формы.
«вернуться к началу
ВИНТОВЫЕ ПЛАСТИКАЦИИ ИНЖЕКЦИОННОЕ ФОРМОВАНИЕ — Технология, при которой пластик превращается из гранул в расплав вискозы с помощью шнека экструдера, который является составной частью формовочной машины. Машины бывают одноступенчатыми (в которых пластикация и впрыск выполняются в одном цилиндре) или двухступенчатыми, в которых материал пластифицируется в одном цилиндре, а затем подается во второй для впрыска в форму.
РАЗДЕЛЕНИЕ — Разделение компонентов в формованном изделии, обычно обозначаемое волнистыми линиями и цветными полосами в термопластах.В термореактивных пластиках обычно означает расслоение смолы и наполнителя на поверхности.
САМООТУШЕНИЕ — Термин, применяемый к легковоспламеняющемуся материалу, который прекращает горение при удалении источника тепла. Обычно выражается во времени.
ПОЛУАВТОМАТИЧЕСКАЯ ФОРМОВОЧНАЯ МАШИНА — Формовочная машина, в которой только часть операций контролируется прямым действием человека. Автоматическая часть операции управляется машиной в соответствии с заданной программой.
СРОК ГОДНОСТИ — Выражение для описания времени, в течение которого формовочная масса может храниться без потери каких-либо исходных физических или формовочных свойств.
SHORE HARDNESS — Метод определения твердости пластического материала с помощью склероскопа. Это устройство состоит из небольшого конического молотка с алмазным острием, который действует в стеклянной трубке. Молоток предназначен для ударов по испытуемому материалу, а степень отскока отмечается на градуированной шкале.Как правило, чем тверже материал, тем выше будет отскок.
SHORT SHOT — Формованная деталь, полученная при неполном заполнении формы.
SHOT — Выход за один полный цикл формования, включая отбраковку, бегунок и оплавление.
ОБЪЕМ ВЫРАБОТКИ — Максимальный вес материала, который машина может произвести за одно поступательное движение плунжера или винта.
УСИЛЕНИЕ — См. УСИЛЕНИЕ ПЛЕСЕНИ.
ТЕРМОУСАДОЧНОГО СВЕТИЛЬНИК — См ОХЛАЖДЕНИЯ арматуры.
БОКОВЫЕ ПРОБКИ ИЛИ БОКОВЫЕ ШТИФТЫ ДЛЯ ВЫТЯЖКИ — Выступы, используемые для сверления отверстия в направлении, отличном от линии закрытия формы, и которые должны быть удалены перед тем, как деталь будет вытолкнута из формы.
ШЕЛКОВАЯ ПЕЧАТЬ — Этот метод печати, в его основной форме, включает в себя нанесение узора из нерастворимого материала по контуру на тонко тканую ткань, чтобы при нанесении чернил по нему он мог проходить сквозь экран только в желаемых областях.Также называется «Декорирование экранного процесса».
СИЛИКОН — Химическое вещество, полученное из диоксида кремния, используемое в формовании в качестве разделительного агента и общей смазки.
ОТМЕТКА ДЛЯ РАКОВИНЫ — Вмятина или выемка на поверхности детали, отлитой под давлением из-за обрушения поверхности в результате локальной внутренней усадки после уплотнения затвора. Также может быть вызвано коротким выстрелом.
СПЕЧЕНИЕ — При формовании изделий из легкоплавких порошков (например, нейлона) процесс выдержки изделия из прессованного порошка при температуре чуть ниже точки плавления в течение примерно 1/2 часа.Частицы сливаются (спекаются) вместе, но масса в целом не плавится.
РАСТВОРИТЕЛЬ — Любое вещество, обычно жидкость, растворяющее другие вещества.
УДЕЛЬНЫЙ ВЕС — Плотность (масса на единицу объема) любого материала, деленная на плотность воды.
SPIDER GATE — Многоканальный затвор детали через систему радиальных направляющих от литника.
СПИНОВАЯ СВАРКА — Процесс соединения двух объектов друг с другом путем принуждения их вместе, пока один из пары вращается, до тех пор, пока тепло от трения не расплавит границу раздела.Затем отжим останавливают и давление поддерживают до тех пор, пока они не застынут.
БЛЕСКОВЫЕ МАРКИ — Частично обнаруживаются линии после формования, обычно из-за потока материала в форме.
SPRUE — Загрузочное отверстие в литьевой или передаточной форме; также в этом отверстии образовалась пуля.
ВТУЛКА-ВТУЛКА — Вставка из закаленной стали в пресс-форме для литья под давлением, которая содержит конический держатель литника и подходящее гнездо для сопла цилиндра впрыска.
SPRUE GATE — проход, по которому расплавленная смола течет из сопла в полость формы.
ФИКСАТОР ИЛИ СЪЕМНИК — При литье под давлением часть пластмассы, которая удерживается в колодце для холодной пробки за счет поднутрения; используется для вытягивания литника из втулки при открытии формы. Сам фиксатор литника выталкивается из формы выталкивающим штифтом. Когда на фиксирующей пластине блока полости возникает поднутрение, этот штифт называется штифтом выталкивателя литникового канала.
СТАБИЛИЗАТОР — Ингредиент, используемый в составе некоторых пластмасс, чтобы помочь сохранить физические и химические свойства компаундированных материалов на их исходных значениях на протяжении всей обработки и срока службы материала.
СТАЦИОНАРНАЯ ПЛИТА — Плита машины для литья под давлением или компрессионного формования, к которой крепится передняя плита формы во время работы. Эта плита не двигается во время нормальной работы.
СРОК ХРАНЕНИЯ — См. СРОК ГОДНОСТИ.
STRIATION — Разделение цветов, приводящее к линейному эффекту изменения цвета.
STRIPPER-PLATE — Пластина, которая отделяет отформованную деталь от стержней сердечника или сердечника, пластина для снятия изоляции приводится в действие при открытии формы.
ПОДВОДНЫЕ ВОРОТА — Тип краевого шибера, в котором отверстие из желоба в форму находится ниже линии разъема или поверхности формы, в отличие от обычного краевого шибера, при котором проем обрабатывается на поверхности формы.В подводных затворах деталь отрывается от направляющей системы при выталкивании из формы.
ОТДЕЛКА ПОВЕРХНОСТИ — Отделка формованного изделия.
ОБРАБОТКА ПОВЕРХНОСТИ — Любой метод обработки материала, позволяющий изменить поверхность и сделать ее восприимчивой к чернилам, краскам, лакам и адгезивам, таким как химическая обработка, обработка пламенем и электроника.
«вернуться к началу
ВКЛАДКА GATED — Небольшой съемный язычок примерно такой же толщины, что и элемент формы, обычно расположенный перпендикулярно отформованной детали.Вкладка используется как место для расположения краевых ворот, обычно на предметах с большими плоскими площадями.
НАРЕЗАТЬ — Нарезание резьбы в стенках круглого отверстия.
ПРОЧНОСТЬ НА РАЗРЫВ — Растягивающее напряжение в фунтах на квадратный дюйм, необходимое для разрушения данного образца. Площадь, используемая при вычислении силы, обычно является исходной, а не сокращенной областью.
ТЕПЛОПРОВОДНОСТЬ — Способность материала проводить тепло; физическая константа количества тепла, которое проходит через единицу куба вещества за единицу времени, когда разница температур двух граней составляет 1 °.
ТЕПЛОВОЕ РАСШИРЕНИЕ — см. КОЭФФИЦИЕНТ ТЕПЛОВОГО РАСШИРЕНИЯ.
ТРЕСКАНИЕ ПРИ ТЕРМИЧЕСКОМ НАПРЯЖЕНИИ (TSC) — Растрескивание и растрескивание некоторых термопластических смол в результате чрезмерного воздействия повышенных температур.
THERMOPLASTIC — (a. Способный многократно размягчаться под действием тепла и затвердевать при охлаждении — (n.) Материал, который многократно размягчается при нагревании и затвердевает при охлаждении. Типичными для семейства термопластов являются полимеры и сополимеры стирола, акрилы, целлюлозы, полиэтилены, полипропилен, винилы, нейлоны и различные фторуглеродные материалы.
THERMOSET — Материал, который подвергнется или подвергся химической реакции под действием тепла и давления, катализаторов, ультрафиолетового света и т. Д., Что приведет к переходу в относительно плавкое состояние. Типичными пластиками в семействе термореактивных материалов являются амины (меламин и мочевина), большинство сложных полиэфиров, алкидов, эпоксидных смол и фенолов.
ПРОБКА ИЛИ КОЛЬЦО ИЛИ СЕРДЕЧНИК — Деталь формы, формирующая резьбу, которую необходимо отвинтить от готовой детали.
РУКОЯТКИ — Штанги, которые придают жесткость конструкции зажимному механизму пресса, часто используемому для направления движения плиты.
TOGGLE ACTION — Механизм, оказывающий давление, создаваемое приложением силы к коленному суставу. Он используется как метод закрытия прессов, а также служит для одновременного приложения давления.
ДОПУСК — Указанный допуск на отклонения при взвешивании, измерении и т. Д. Или на отклонения от стандартных размеров или веса.
ТУННЕЛЬНЫЕ ВОРОТА — см. ПОДВОДНЫЕ ВОРОТА.
«вернуться к началу
УЛЬТРАЗВУКОВОЕ УПЛОТНЕНИЕ ИЛИ СВЯЗЬ — Метод герметизации, при котором герметизация осуществляется путем приложения механического вибрационного давления на ультразвуковых частотах (от 20 до 40 кгц). Электрическая энергия преобразуется в ультразвуковые колебания с помощью магнитострикционного или пьезоэлектрического преобразователя. Вибрационные давления на границе раздела в области уплотнения вызывают локальные тепловые потери, которые расплавляют пластиковые поверхности, влияющие на уплотнение.
УЛЬТРАЗВУКОВАЯ ВСТАВКА — Введение металлической вставки в термопластическую деталь путем приложения вибрационного механического давления на ультразвуковых частотах.
UNDERCUT — (a) Наличие выступа или углубления, препятствующего извлечению из двухкомпонентной жесткой формы. Гибкие материалы могут быть извлечены без повреждений даже с небольшими поднутрениями. (n.) Любой такой выступ или вмятина; зависит также от конструкции формы.
UNIT MOLD — Форма, предназначенная для быстрой замены сменных полостей.
УФ-СТАБАЛИЗАТОР (УЛЬТРАФИОЛЕТ) — Любое химическое соединение, которое при смешивании с термопластичной смолой избирательно поглощает УФ-лучи.
«вернуться к началу
ВАКУУМНАЯ МЕТАЛЛИЗАЦИЯ — Процесс, при котором поверхности тонко покрываются металлом путем воздействия на них пара металла, испаренного в вакууме (одна миллионная от нормального атмосферного давления).
ВЕНТ. — В форме — неглубокий канал или крошечное отверстие, прорезанное в полости, позволяющее воздуху выходить при входе материала.
ВЕРТИКАЛЬНОЕ ВЫКЛЮЧАТЕЛЬНОЕ КОЛЬЦО — Зазор между сердечником и вертикальной стенкой полости в положительной или полуположительной форме; также кольцо излишка материала, которое выходит из полости в этот зазор.
VOID — Пустота или пузырь, возникающие в центре тяжелой детали из термопласта, обычно вызванные чрезмерной усадкой.
«вернуться к началу
WARPAGE — Искажение размеров пластикового объекта после формования.
ВОДОПОГЛОЩЕНИЕ — Способность термопластичного материала поглощать воду из окружающей среды.
WEB GATE — см. DIAPHRAGM GATE.
СВАРОЧНАЯ ЛИНИЯ — см. ПОТОК.
МАРКА СВАРКИ — см. ПОТОК.
СВАРКА — Соединение деталей из термопласта одним из нескольких способов термического размягчения: стыковая сварка, центробежная сварка, ультразвуковая сварка и горячий газ — это несколько методов.
«вернуться к началу
ЗНАЧЕНИЕ УХОДА — (Предел текучести) Наименьшее напряжение, при котором материал подвергается пластической деформации.Ниже этого напряжения материал эластичен; над ним вязкая.
«вернуться к началу
Литье под давлением — обзор
Сложность: MIM обеспечивает свободу трехмерного (3-D) дизайна с превосходными свойствами материала, аналогичными литью пластмасс под давлением, что дает практически неограниченные возможности производства форм. MIM — это рентабельный процесс по сравнению с традиционным процессом производства многофункциональных компонентов.
Точность: MIM — это прецизионный производственный процесс для производства компонентов в форме сетки или почти чистой формы с допуском от ± 0.От 3 до ± 0,5% от размера. Определенным элементам можно придать нетто-форму с точностью до ± 0,3%. Допуски, которых нельзя достичь только с помощью MIM, можно достичь с помощью различных процессов отделки. Это делает этот процесс более конкурентоспособным, чем процесс литья по выплавляемым моделям и механической обработки. 17
Материалы: процесс MIM позволяет производить небольшие и сложные компоненты из различных материалов, включая черные сплавы, суперсплавы, титановые сплавы, медные сплавы, тугоплавкие металлы, твердые карбиды, керамику и композиты с металлической матрицей . 18 Цветные сплавы, такие как алюминий и латунь, также могут использоваться в качестве порошкового материала для процесса MIM.
Вес и размер: очень маленькие и очень мелкие детали, имеющие вес менее 0,1 г, могут быть легко изготовлены с помощью процесса MIM. Это эффективный и экономичный процесс для деталей массой менее 100 г. Однако можно обрабатывать и детали массой до 250 г.
Толщина сечения: процесс MIM подходит для компонентов с сечением стенок менее 6 мм; однако более толстые секции также могут быть легко обработаны.
Объем производства: MIM — это хорошо масштабируемый процесс. Небольшие объемы от нескольких тысяч деталей в год до миллионов деталей могут быть экономически выгодны. Для процесса MIM, аналогичного литью или пластмассам, необходимы вложения в инструменты и инженерные разработки, которые обычно определяют процесс принятия решений для продуктов малого объема.
Стоимость производства: стоимость продукции, производимой MIM, на 50% меньше, чем при литье по выплавляемым моделям и обработке с ЧПУ.
Поддержка приложений: MIM предоставляет всестороннюю помощь в выборе материалов, а также в проектировании и разработке продуктов, таких как промышленный дизайн продукта, анализ методом конечных элементов для быстрого прототипирования и лазерное сканирование.
Процесс литья под давлением | Xcentric Mold & Engineering
Процесс литья пластмасс под давлением — это метод производства пластмассовых деталей. Перед началом процесса опытный изготовитель пресс-форм создает форму или инструмент, используемый для изготовления детали.Форма состоит из двух половин (сердечника и полости) и содержит всю геометрию и элементы, которые составляют спецификации детали.
После создания форма загружается в машину для литья пластмасс под давлением, где и выполняется процесс. В бункере находятся гранулы термопласта, которые загружаются в цилиндр машины. Трение между вращающимся шнеком и цилиндром плавит гранулы. Гидравлические или электрические переключатели закрывают половинки формы и сжимают их под давлением в сотни тонн.Затем вращающийся винт продвигается на заданное расстояние, впрыскивая заданный объем расплавленного пластика в полость формы под высоким давлением (многие тысячи фунтов на квадратный дюйм). Как только материал попадает в форму, он начинает охлаждаться и затвердевать, чтобы соответствовать форме формы. После того, как материал достаточно охладится, форма автоматически открывается, и деталь выталкивается из сердечника несколькими выталкивающими штифтами.
Цикл процесса литья пластмасс под давлением из 9 этапов:- Материал попадает в ствол
- Материал плавится и смешивается
- Объем материала (создается размер выстрела в стволе)
- Форма закрывается
- Впрыск пластика в полость формы
- Расплавленный материал охлаждается (во время этого процесса шаги 1-3 готовятся к следующему циклу)
- Открытие формы
- Часть выбрасывается
- Вернуться к шагу 4 для следующего цикла
Как рассчитать цикл литья под давлением:
Цикл = Mo + Mc + I + C
Mc = время закрытия формы (это время, необходимое для фактического закрытия инструмента)
I = Время впрыскивания материала в форму
C = Время охлаждения (время затвердевания расплавленного материала)
To = время для открытия формы и извлечения детали (они могут перекрываться и вместе составлять общее открытое время)
Производительность литья под давлением — это время цикла, умноженное на количество полостей пресс-формы в инструменте.Обычно для прототипов и небольших объемов производства инструмент имеет только одну полость и практически не имеет автоматизации. Полноценные производственные формы для чрезвычайно больших объемов работ, таких как крышки и укупорочные средства, могут иметь десятки полостей и полную автоматизацию с чрезвычайно коротким временем цикла и очень высокой производительностью. Эти факторы делают литье под давлением чрезвычайно рентабельным после завершения первоначальной оснастки и стабилизации процесса.
Конструктивные характеристики пластмассовых деталей для процесса литья под давлением
Пользовательские компоненты для процесса формования должны быть спроектированы и сконструированы опытным промышленным дизайнером или инженером.Для производства стабильной детали с точными размерами необходимо учитывать множество факторов. Несоблюдение рекомендаций по проектированию литья под давлением может привести к нежелательным результатам.
Факторы, которые следует учитывать, включают:
Существует множество рекомендаций по проектированию пластиковых деталей, это лишь некоторые из них. См. (Рекомендации по проектированию) для получения дополнительной информации.
Xcentric предлагает собственное производство форм для литья под давлением
Некоторые компании, занимающиеся литьем под давлением, предлагают собственные услуги по изготовлению пресс-форм.Из-за отсутствия собственных возможностей в США и во всем мире существует множество отдельных компаний по производству пресс-форм, которые предлагают только эту услугу. Если выбранная вами компания по литью под давлением не предлагает собственных услуг по изготовлению пресс-форм, тогда придется использовать стороннюю компанию по изготовлению инструментов. Хотя аутсорсинг инструмента более распространен, чем нет, он обычно приводит к увеличению цены, времени выполнения заказа и продлению срока службы из-за использования нескольких поставщиков и дополнительного управления.
После получения инструмента опытный изготовитель пресс-форм тщательно выберет алюминий, сталь или и то, и другое, чтобы создать пресс-форму с наилучшими характеристиками, насколько это возможно.При разработке пресс-формы необходимо учитывать множество факторов. Эти факторы включают охлаждение (контроль температуры), стоимость, жизненный цикл больших или малых объемов и геометрическую сложность. Соблюдение рекомендаций по проектированию литья пластмасс под давлением поможет снизить затраты.
Обработка:
Сервисные компании по литью под давлением используют два основных метода производства пресс-форм: стандартное фрезерование с числовым программным управлением (ЧПУ) и электроэрозионная обработка (EDM). Обработка с ЧПУ стала преобладающим средством изготовления более сложных форм с более точными деталями за меньшее время, чем традиционные методы.
Электроэрозионная обработка (EDM), также известная как процесс искровой эрозии, получила широкое распространение при изготовлении пресс-форм. Большинство компаний, занимающихся литьем под давлением, имеют собственные услуги электроэрозионной обработки, так как они необходимы для создания сложных форм. EDM позволяет формировать литье под давлением формы, которые трудно обрабатывать, например, квадратные углы или ребра.
Стоимость:
Пресс-формы для литья под давлением могут быть очень дорогими в производстве. Одним из ключевых факторов, влияющих на стоимость пресс-формы, является выбор материала инструмента.Обычно пресс-форма, изготовленная из стали, будет стоить более чем вдвое, чем алюминиевая, из-за гораздо более медленного процесса обработки. Для крупных проектов обычно требуется сталь из-за ее износостойкости. Благодаря усовершенствованиям, достигнутым в смесях сплавов, алюминий более высокого качества, такой как авиационный алюминий QC-7 и QC-10, сократил разрыв в соотношении долговечности между сталью и алюминием. Эти формы могут производить сотни тысяч деталей в течение жизненного цикла без износа.
Инструментыиз алюминия обеспечивают быстрое время выполнения работ и более быстрые циклы из-за лучшего отвода тепла для охлаждения.Это также может привести к экономии затрат на производственные детали, поскольку большая часть цикла выстрела состоит из времени охлаждения. Алюминиевый инструмент также может иметь покрытие для повышения износостойкости.
Стоимость пластиковых форм для литья под давлением зависит от очень большого набора факторов, начиная от количества полостей, размера деталей, сложности, срока службы проекта, отделки поверхности и многих других. Первоначальная стоимость инструмента может быть высокой, однако стоимость детали невысока, так как при больших количествах общая цена снижается.С расширением глобального рынка многие сервисные компании по литью под давлением нашли способы с помощью технологий, процессов и систем качества, таких как ISO-9000, резко снизить стоимость инструментов и деталей.
Связанные
Рекомендации по стоимости пресс-формы… Подробнее
Машина для литья пластмасс под давлением:
Есть два типа термопластавтоматов: электрические и гидравлические. Раньше в промышленности преимущественно использовались гидравлические машины.Сегодня электрические прессы быстро становятся предпочтительными формовочными машинами. Причина этого в том, что электрические прессы потребляют гораздо меньше энергии и почти на 100% воспроизводимы. Хотя стоимость полностью электрической машины обычно на 30% выше, чем у гидравлических прессов, более высокий спрос сокращает разрыв в стоимости. Предполагается, что в будущем гидравлические машины уйдут в прошлое, поскольку все больше компаний, занимающихся литьем под давлением, сделают переход, чтобы оставаться конкурентоспособными.
Термопластавтоматыоцениваются по тоннажу от менее 5 тонн до 6000 тонн.Тоннаж является эталонным усилием зажима, которое машина может приложить, чтобы стержень и полость формы оставались закрытыми во время процесса формования. Требуемая сила зажима определяется площадью проекции формованной детали.
Приложения:
Литье пластмасс под давлением является предпочтительным процессом для массового производства пластиковых деталей на заказ для всех отраслей промышленности. Некоторые из этих компонентов включают:
- Корпуса для электроники
- Компьютерные компоненты
- Контейнеры
- Пробки для бутылок
- Интерьер салона автомобиля
- Линзы
- Кронштейны
- Крепежные изделия
- Верхняя и нижняя крышки
- Игрушки
- Еще много…..
Некоторые преимущества литьевых деталей:
- Высокие допуски
- Повторяемость
- Выбор большого материала
- Низкая себестоимость продукции Цена за штуку
- Высокая производительность
Некоторые недостатки литья пластмасс под давлением включают:
- Дорогие инвестиции в инструментальную оснастку
- Негибкость после изготовления инструмента
- Деформация
- Дефекты поверхности (например, пятна и вмятины)
- Проблемы с тепловым расширением (в основном для материалов с высокой степенью усадки)
Полимеры:
Большинство полимеров можно использовать для литья под давлением, включая все термопласты, некоторые реактопласты и некоторые эластомеры.На выбор доступны тысячи различных пластиковых материалов. В связи с широким спектром применения при выборе полимера лучше проконсультироваться с инженером по пластмассам. Также рекомендуется поговорить напрямую с производителями полимера. Некоторые характеристики, которые могут быть интересны:
- Плотность
- Усадка
- Модуль упругости при растяжении / напряжение / деформация
- Модуль упругости при изгибе
- Прочность при ударе
- Температура теплового отклонения
- Воспламеняемость
- Удельное сопротивление
- Водопоглощение
- Цвет / Четкость (прозрачные материалы)
- Медицинский / пищевой
- Наполнители для армирования (например, стекловолокно или минерал)
Связанные
Превратите вашу 3D-модель CAD в производственную деталь… Подробнее
Различные типы процессов для литьевых форм:
Хотя большинство процессов литья под давлением охвачены описанием обычного процесса, приведенным выше, существует несколько важных вариантов услуг литья под давлением, в том числе:
- Декорирование в форме и ламинирование в форме
- Молдинг вставки
- Литье под низким давлением
- Микроформдинг
- Многокомпонентная (формовка поверх)
- Семейные формы
- Тонкостенный Багет
- Резина для литья под давлением
- Жидкая силиконовая резина
Детали машин Система впрыска РИСУНОК 1. Одношнековая машина для литья под давлением термопластов, показывающая пластифицирующий шнек, цилиндр, ленточные нагреватели для нагрева цилиндра, неподвижную плиту и подвижную плиту. Бункер Термопласты поступают к формовщикам в виде небольших гранул. Эти гранулы хранятся в бункере машины для литья под давлением.Гранулы подаются самотеком из бункера через горловину бункера в цилиндр и шнековый узел. Бочка Как показано на Рисунке 1, цилиндр литьевой машины поддерживает возвратно-поступательный пластифицирующий шнек. Нагревается лентами электронагревателя. Возвратно-поступательный винт Возвратно-поступательный шнек используется для сжатия, плавления и транспортировки материала. Возвратно-поступательный шнек состоит из трех зон (показано ниже): В то время как внешний диаметр шнека остается постоянным, глубина лопастей на возвратно-поступательном шнеке уменьшается от зоны подачи к началу зоны дозирования.Эти скребки сжимают материал по внутреннему диаметру ствола, что создает вязкое (сдвиговое) тепло. Это тепло сдвига в основном отвечает за плавление материала. Ленты нагревателя снаружи цилиндра помогают поддерживать материал в расплавленном состоянии. Обычно формовочная машина может иметь три или более нагревательных ленты или зон с различными настройками температуры. РИСУНОК 2. Шнек с возвратно-поступательным движением, показывающий зону подачи, зону сжатия (или переходную) и зону дозирования. Насадка Форсунка соединяет цилиндр с литниковой втулкой формы и образует уплотнение между цилиндром и формой. Температура сопла должна быть установлена равной температуре плавления материала или чуть ниже, в зависимости от рекомендаций поставщика материала. Когда цилиндр находится в полностью переднем рабочем положении, радиус сопла должен входить и уплотняться в радиусе вогнутости втулки литника с помощью фиксирующего кольца. Во время продувки ствола ствол выходит из литника, поэтому продувочный состав может свободно падать из сопла.Эти два положения ствола показаны ниже. РИСУНОК 3. (a) Сопло с цилиндром в рабочем положении. (b) Сопло с выдвинутым стволом для продувки. Система пресс-форм РИСУНОК 4. Типичная (трехпластинчатая) формовочная система. Система пресс-форм представляет собой набор плит и формующих плит, обычно изготовленных из инструментальной стали. Система форм формирует пластмассы внутри полости формы (или матрицы полостей) и выталкивает отформованные детали. Стационарная плита прикреплена к цилиндрической стороне машины и соединена с подвижной плитой стяжными стержнями. Пластина полости обычно устанавливается на неподвижной плите и вмещает впрыскивающее сопло.Основная плита движется вместе с подвижной плитой, направляемой стяжными стержнями. Иногда плита с полостью устанавливается на движущуюся плиту, а основная плита, а гидравлическая выталкивающая система (выталкиватель) устанавливается на неподвижную плиту. Форма с двумя пластинами Подавляющее большинство форм состоит из двух половин, как показано ниже. Этот вид пресс-формы используется для деталей, которые обычно закрываются по краю или вокруг него, при этом бегунок находится в той же плите пресс-формы, что и полость. Форма с тремя пластинами Пресс-форма с тремя пластинами обычно используется для деталей, закрытых от края.Бегунок состоит из двух пластин, отдельных от полости и сердечника, как показано на Рисунке 5 ниже.
РИСУНОК 5. (Слева) Форма с двумя пластинами. (Справа) Форма с тремя пластинами. Каналы (контуры) охлаждения Каналы охлаждения — это проходы, расположенные внутри корпуса пресс-формы, по которым циркулирует охлаждающая среда (обычно вода, пар или масло). Их функция — регулирование температуры на поверхности формы.Каналы охлаждения также можно комбинировать с другими устройствами контроля температуры, такими как перегородки, барботеры и термопары или тепловые трубки. Гидравлическая система Система контроля |